
- Jadi mesin mana yang sesuai untuk kimpalan paip?
- HAMER MULTIARC-250 Evolusi
- Peralatan dan alatan yang diperlukan
- 4 Rangka kerja kawal selia untuk kimpalan punggung
- Pengeluar mesin kimpalan elektrofusi manual
- Apakah peralatan yang wujud?
- Unit kimpalan mekanikal
- Mesin kimpalan manual (besi)
- Keanehan
- Jenis
- Kriteria untuk memilih alat kimpalan
- 5 ELITECH SPT 800
- Pengilang mesin kimpalan untuk paip polipropilena, gambaran keseluruhan model.
- Kaedah kimpalan punggung
- Jenis radas
- Manual
- mekanikal
- hidraulik
- Peralatan elektrofusi
- Bagaimana untuk memilih peranti yang betul?
- Alat manual
- mekanikal
- Kesimpulan dan video berguna mengenai topik ini
Jadi mesin mana yang sesuai untuk kimpalan paip?
Kesimpulannya, berikut ialah senarai keperluan untuk peralatan kimpalan paip:
- Mod kimpalan: MIG/MAG; MMA TIG
- Arus kimpalan: dalam julat dari 20 hingga 250 A (MMA); 20 hingga 250 A (MIG); 20 hingga 200 (TIG);
- Diameter wayar: 0.6 hingga 1.2 mm;
- Diameter elektrod: sehingga 1.5 hingga 5 mm;
- Voltan: 220V/380V;
- Kecekapan: 70-90%;
- Berat: 15-20 kg.
Keperluan ini dipenuhi sepenuhnya oleh mesin kimpalan HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 Evolusi
-
- Arus kimpalan 20-250 A (MMA); 15-60 A (CUT); 20-200 A (TIG);
- Jenis kimpalan MMA/CUT/TIG;
- Voltan 220 V/ 50 Hz;
- Tempoh beban untuk mod MMA 250 A / 35%; 118.5 A/100%;
- Tempoh beban untuk mod CUT 60 A/35%; 29.6A/100%;
- Tempoh beban untuk mod TIG 200 A/35%; 118.5 A/100%;
- Kecekapan 85%;
- Berat 15 kg;
- Sesuai untuk operasi dengan voltan sesalur yang tidak stabil (garaj, ladang, luar bandar, dll.)
HAMER MULTIARC-250 Evolution ialah mesin kimpalan pelbagai fungsi yang beroperasi dalam mod MMA, TIG, CUT. Gabungan beberapa mod dengan ketara mengembangkan senarai proses kimpalan, membolehkan anda bekerja dengan pelbagai jenis logam. Ini menjadikan HAMER MULTIARC-250 Evolution sebagai pembantu yang sangat diperlukan dalam pengeluaran, khususnya untuk pembaikan kimpalan, penyediaan untuk pemasangan dan pemasangan paip.
Dapatkan 90 rubel sebagai hadiah!

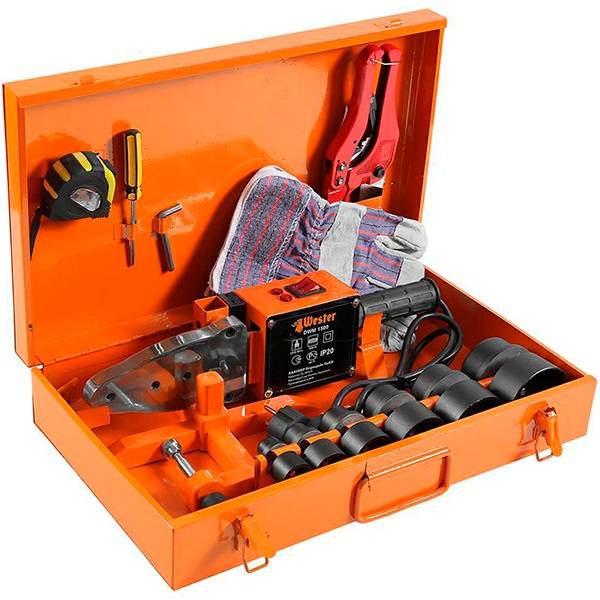
Peralatan dan alatan yang diperlukan
Untuk mengimpal paip plastik, adalah mudah untuk menggunakan besi pematerian berbentuk pedang dengan muncung boleh tanggal. Elemen pemanasan untuk kimpalan paip adalah platform rata yang dipanggil besi, ia mempunyai lubang untuk memasang muncung pemanasan.
Mesin kimpalan untuk mengimpal paip plastik mesti mempunyai pengawal suhu, lampu penunjuk pemanasan. Sebagai tambahan kepada peralatan kimpalan, alat diperlukan untuk memotong kosong dan mengeluarkan lapisan foil. Potong produk bergulung plastik dengan cara yang mudah:
- pemotong paip, serupa dengan pemotong wayar;
- gunting untuk logam;
- gergaji besi dengan bilah sempit.
Fail atau kertas pasir yang dipotong halus digunakan untuk membersihkan luka, menghilangkan kendur. Untuk memotong elemen saluran paip sebelum mengimpal, anda perlu menyediakan pembaris, persegi, pen atau penanda.
4 Rangka kerja kawal selia untuk kimpalan punggung
Seperti yang dapat dilihat dari, sehingga baru-baru ini di Rusia terdapat kekeliruan yang besar dengan teknologi kimpalan punggung, kerana beberapa dokumen pengawalseliaan semasa memberikan tafsirannya sendiri, dan oleh itu kebanyakan pengimpal lebih suka mempercayai teknologi DVS Jerman yang langsing. Dan keperluan untuk peralatan kimpalan punggung di Rusia tidak ditakrifkan oleh mana-mana standard sama sekali.
Sejak awal tahun 2013, dua dokumen pengawalseliaan telah berkuat kuasa di Persekutuan Rusia sekaligus:
- GOST R 55276 - untuk teknologi kimpalan punggung paip PE semasa pemasangan saluran paip air dan gas, berdasarkan terjemahan piawaian antarabangsa ISO 21307;
- GOST R ISO 12176-1 - untuk peralatan kimpalan punggung, berdasarkan terjemahan standard antarabangsa ISO 12176-1.
Penggunaan GOST untuk peralatan sememangnya berguna. Malangnya, ini tidak bermakna peralatan import gred rendah yang paling rendah telah disingkirkan serta-merta. Tetapi, dalam apa jua keadaan, beberapa pengeluar peralatan Rusia kini terpaksa mengusahakan kualiti, dan pengguna telah menerima petunjuk untuk menilai kualiti peralatan yang dibeli.
GOST pada teknologi kimpalan punggung membawa susunan relatif. Walau apa pun, ia membawa kepada keseragaman teknologi kimpalan punggung paip PE di wilayah Persekutuan Rusia. Tetapi masalah tetap ada.
PENTING! GOST R 55276, bersama-sama dengan mod kimpalan tekanan rendah tradisional (serupa dengan DVS 2207-1 dan piawaian lama Rusia), menghalalkan mod kimpalan tekanan tinggi untuk paip polietilena, yang sebelum ini hanya digunakan di Amerika Syarikat. Mod ini mengenakan peningkatan keperluan pada peralatan, tetapi ia boleh mengurangkan masa kitaran kimpalan dengan ketara.
PENTING! GOST R 55276 hampir tidak sesuai untuk kegunaan langsung di tapak pembinaan, kerana ia tidak tertumpu pada pengimpal, tetapi pada pemaju carta teknologi untuk mengimpal paip polietilena. PENTING! GOST R 55276 tidak menyelesaikan masalah sekatan yang dialami oleh piawaian lama Rusia dan sehingga hari ini semua piawaian asing menderita
Pertama, julat suhu udara yang dibenarkan adalah dari +5 hingga +45°C, manakala sebahagian besar wilayah Persekutuan Rusia terpaksa memulakan kimpalan apabila paya membeku. Kedua, ketebalan dinding maksimum paip ialah 70 mm, manakala ketebalan dinding paip yang sebenarnya dihasilkan telah lama melebihi 90 mm. Dan ketiga, bahan paip hanya polietilena tekanan rendah (HDPE) tradisional dengan kadar aliran cair sekurang-kurangnya 0.2 g / 10 min (pada 190/5), manakala gred polietilena tidak mengalir telah lama digunakan untuk pengeluaran. paip diameter besar tekanan sederhana dengan MFI di bawah 0.1 g/10 min (pada 190/5). Untuk keadaan di luar had terbukti suhu udara dan ketebalan dinding, sesetengah pengeluar telah mengira teknologi untuk mengimpal paip polietilena dengan mengekstrapolasi peraturan semasa, tetapi teknologi teori ini belum lagi disahkan oleh ujian jangka panjang. Untuk gred polietilena yang tidak mengalir, tiada teknologi untuk kimpalan paip, walaupun secara teori. Akibatnya, kira-kira 80% daripada semua kimpalan dilakukan di Rusia di bawah keadaan yang melampaui batasan teknologi yang terbukti!
PENTING! GOST R 55276 tidak menyelesaikan masalah batasan yang dialami oleh piawaian lama Rusia dan sehingga hari ini semua piawaian asing menderita. Pertama, julat suhu udara yang dibenarkan adalah dari +5 hingga +45 ° С, manakala sebahagian besar wilayah Persekutuan Rusia terpaksa memulakan kimpalan apabila paya membeku.
Kedua, ketebalan dinding maksimum paip ialah 70 mm, manakala ketebalan dinding paip yang sebenarnya dihasilkan telah lama melebihi 90 mm. Dan ketiga, bahan paip hanya polietilena tekanan rendah (HDPE) tradisional dengan kadar aliran cair sekurang-kurangnya 0.2 g / 10 min (pada 190/5), manakala gred polietilena tidak mengalir telah lama digunakan untuk pengeluaran. paip diameter besar tekanan sederhana dengan MFI di bawah 0.1 g/10 min (pada 190/5). Untuk keadaan di luar had terbukti suhu udara dan ketebalan dinding, sesetengah pengeluar telah mengira teknologi untuk mengimpal paip polietilena dengan mengekstrapolasi peraturan semasa, tetapi teknologi teori ini belum lagi disahkan oleh ujian jangka panjang. Untuk gred polietilena yang tidak mengalir, tiada teknologi untuk kimpalan paip, walaupun secara teori. Akibatnya, kira-kira 80% daripada semua kimpalan dilakukan di Rusia di bawah keadaan yang melampaui batasan teknologi yang terbukti!









Sebelumnya
2
Jejak.
Pengeluar mesin kimpalan elektrofusi manual
dalam pasaran kimpalan mesin pematerian Paip HDPE adalah produk yang paling diminati oleh pengeluar berikut:
- Rothenberger. Syarikat ini diasaskan di Jerman pada tahun 1949. Sejak beberapa tahun lalu, syarikat itu telah berjaya mencapai kejayaan yang sangat besar, menjadi salah satu pengeluar mesin kimpalan terkemuka. Produk yang dikeluarkan di bawah jenama Rothenberger dibezakan oleh kualiti tertinggi yang mungkin dan tahap kebolehpercayaan tertinggi.
- Ritmo. Syarikat Itali Ritmo diasaskan pada tahun 1979. Hari ini ia tergolong dalam kategori syarikat terkemuka yang terlibat dalam pemprosesan polimer dan produk polimer. Dalam aktivitinya, Ritmo sentiasa mengikut piawaian yang paling moden dan ketat.Perniagaan syarikat berada pada tahap yang sangat tinggi, dan perkara yang sama boleh dikatakan mengenai produk - Produk Ritmo dibezakan oleh kepelbagaian, serba boleh dan kualiti tertinggi.
- DYTRON. Dengan latar belakang analog lama, produk syarikat Czech DYTRON, yang diasaskan pada tahun 1992, nampaknya tidak berkualiti - semuanya teratur dengan itu. Rangkaian produk luar biasa luas - syarikat menghasilkan kedua-dua peralatan manual dan automatik yang membolehkan anda menyambungkan paip HDPE. Di samping itu, julat model sentiasa berkembang dan ditambah, jadi mencari peralatan yang baik di gerai jenama ini tidak akan menjadi masalah. Perlu diperhatikan juga pematuhan peranti yang dikeluarkan dengan keperluan paling moden.
Kesimpulan
Apabila memilih peranti untuk menyolder paip HDPE, adalah perlu untuk membina keperluan kerana keadaan tertentu. Pemilihan peralatan yang betul akan membolehkan anda membuat sambungan yang boleh dipercayai dan ketat yang boleh bertahan selagi paip pepejal.
Apakah peralatan yang wujud?
Menurut reka bentuknya, mesin kimpalan adalah peranti di mana bahagian paip dipanaskan, dengan itu memungkinkan untuk mendapatkan sambungan kekal. Tidak perlu dijelaskan bahawa peralatan yang digunakan untuk mengimpal paip plastik akan mempunyai reka bentuk yang berbeza daripada mesin untuk mengimpal paip logam.
Sehingga kini, pada Terdapat dua jenis peranti yang terdapat di pasaran yang digunakan untuk mengimpal paip polipropilena:
- radas mekanikal untuk kimpalan;
- mesin kimpalan manual.
Perlu difikirkan tentang menggunakan yang pertama dalam kes-kes di mana perlu untuk menggabungkan sendi, membuat banyak usaha untuk ini, atau tugas memasang paip yang mempunyai diameter yang agak besar telah timbul.
Mesin kimpalan paip plastik manual akan menjadi pilihan terbaik apabila ia dirancang untuk memasang saluran paip itu sendiri dan ia dirancang untuk menggunakan paip yang berbeza diameternya untuk kerja.
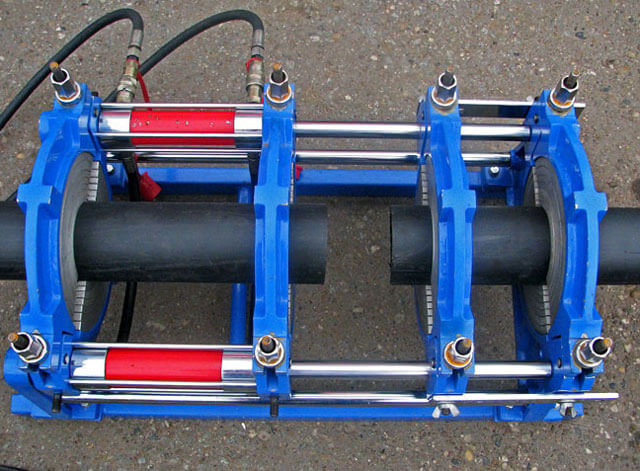
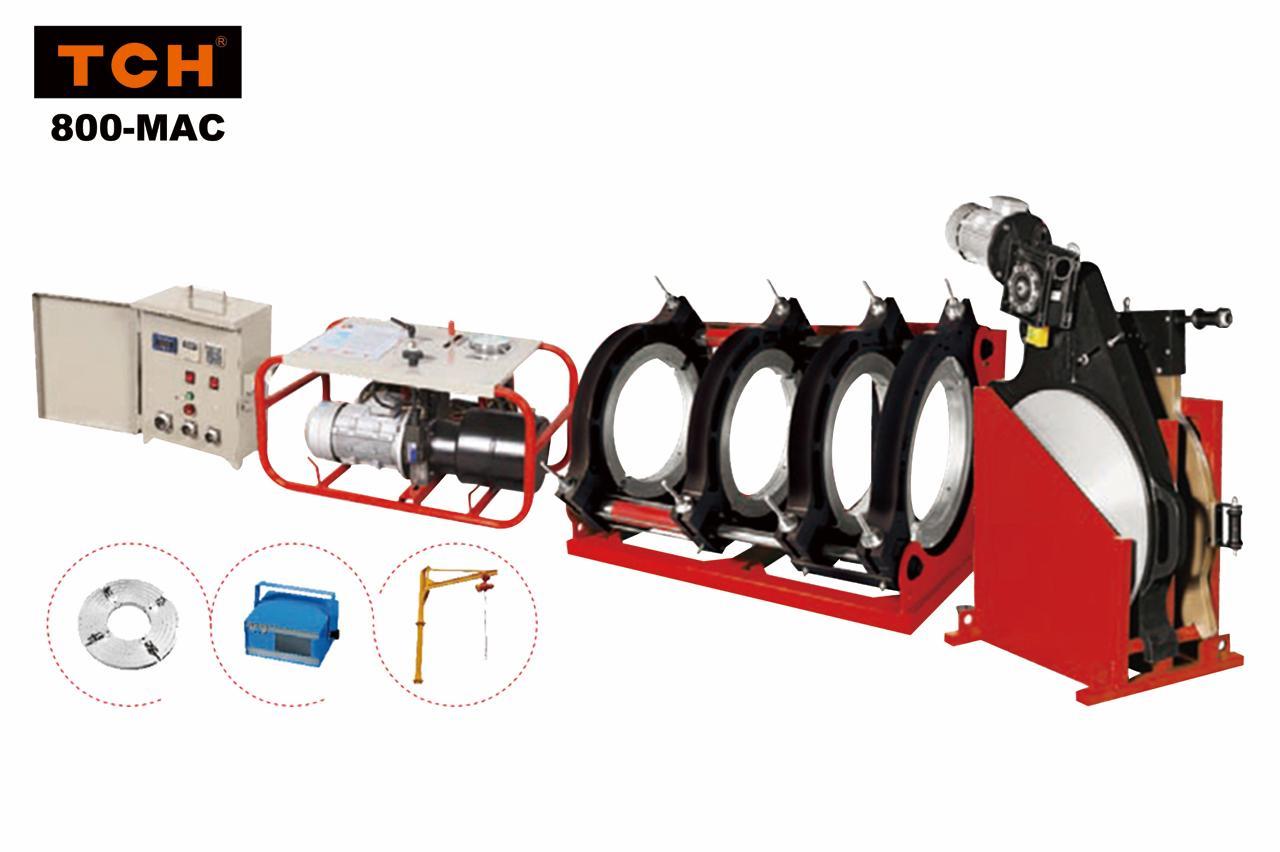
Unit kimpalan mekanikal
 Dari segi reka bentuk, alat mekanikal untuk paip kimpalan yang diperbuat daripada polipropilena dibuat dalam bentuk rangka sokongan, di mana terdapat unit instrumen dan unit hidraulik. Di sebelah kiri dan kanan terdapat genggaman, setiap satunya mempunyai sepasang cincin separuh. Cengkaman dipisahkan dengan sisipan untuk membantu mengimbangi tekanan dan pusat. Dari segi diameter dalaman mereka, mereka tidak berbeza daripada paip yang digunakan untuk bekerja.
Dari segi reka bentuk, alat mekanikal untuk paip kimpalan yang diperbuat daripada polipropilena dibuat dalam bentuk rangka sokongan, di mana terdapat unit instrumen dan unit hidraulik. Di sebelah kiri dan kanan terdapat genggaman, setiap satunya mempunyai sepasang cincin separuh. Cengkaman dipisahkan dengan sisipan untuk membantu mengimbangi tekanan dan pusat. Dari segi diameter dalaman mereka, mereka tidak berbeza daripada paip yang digunakan untuk bekerja.
Dalam reka bentuk peranti terdapat pemangkas elektrik, tujuan utamanya adalah untuk menyelaraskan hujung paip. Peranti ini ialah cakera berputar yang dilengkapi dengan pisau dua sisi, yang juga mempunyai mekanisme penguncian yang memastikan operasi yang selamat. Elemen pemanasan kerja utama ialah cakera keluli dengan salutan tidak melekat yang mengandungi elemen pemanasan di dalamnya. Reka bentuk banyak model peranti sedemikian sering mengandungi pengawal suhu dan penderia kawalan suhu.
Mesin kimpalan manual (besi)
Memandangkan pengguna biasa tidak mungkin mempunyai tugas memasang rangkaian yang panjang, dia tidak sepatutnya membeli peranti kimpalan yang besar.
Kebanyakan pengguna biasanya menggunakan peranti seperti besi kimpalan untuk memasang paip.Jika kita menilainya dengan reka bentuk dan ciri-ciri yang beroperasi, maka dalam hal ini ia berbeza sedikit daripada perkakas rumah tradisional. Daripada ciri-cirinya, hanya reka bentuk yang berbeza boleh dibezakan.
Elemen utama reka bentuknya ialah plat pemanasan, termostat dan pemegang ergonomik. Jika anda melihat dengan teliti, anda boleh menemui dua lubang di plat pemanas, yang diperlukan untuk memasang elemen kimpalan berpasangan yang berbeza dalam diameternya. Mereka dibezakan, pertama sekali, dengan kehadiran salutan Teflon, berkat plastik itu tidak melekat pada permukaan panas.
Keanehan
Apabila memilih mesin untuk paip kimpalan dari PE, anda perlu memahami dengan jelas jenis kerja yang akan dilakukan dengannya. Ciri-ciri peralatan yang dikehendaki sebahagian besarnya bergantung pada kaedah kimpalan yang paling kerap anda gunakan.
Terdapat empat kaedah utama untuk memateri produk polietilena.
- Kimpalan punggung - kaedah ini adalah yang paling biasa, dan ia berdasarkan sambungan hujung paip yang dipanaskan antara satu sama lain atau ke kelengkapan menggunakan cermin kimpalan khas. Sambungan punggung membolehkan anda mendapatkan sambungan yang agak berkualiti tinggi pada harga peralatan yang berpatutan, tetapi kaedah ini tidak sesuai untuk menyambung produk dengan ketebalan dinding kurang daripada 4.5 mm. Penggunaan kimpalan punggung memerlukan pembersihan menyeluruh permukaan yang hendak dicantum, ketepatan maksimum dalam pemangkasan produk dan menggunakan tekanan yang betul pada paip semasa penyambungannya.
- Memasang paip ke dalam soket (atau kaedah gandingan) adalah kaedah yang boleh dipercayai, tetapi kurang biasa dan lebih mahal berdasarkan penyambungan produk melalui gandingan khas.Terdapat juga pilihan untuk menyambung dua paip dengan diameter yang berbeza secara terus antara satu sama lain. Kaedah ini tidak digunakan untuk meletakkan saluran paip yang terletak di luar rumah.
- Electrofusion (atau termistor) kimpalan paip - kaedah ini serupa dengan penyambungan ke dalam soket, tetapi gandingan yang digunakan di dalamnya mengandungi unsur pemanasan logam, yang menyumbang kepada pemanasan yang lebih seragam bagi produk yang disambungkan dan gandingan elektrik. Setiap klac elektrik mempunyai kod bar khas yang mengekod parameter arus elektrik yang diperlukan untuk klac ini, jadi peranti jenis ini selalunya dilengkapi dengan pengimbas kod bar. Kaedah termistor adalah lebih dipercayai (dan lebih mahal) daripada kaedah gandingan, oleh itu ia digunakan terutamanya dalam kes-kes di mana perlu untuk menyediakan sambungan yang sangat stabil (contohnya, apabila meletakkan saluran paip di kawasan yang kerap berlaku gempa bumi). Kaedah ini digunakan untuk menyambungkan paip dengan diameter 20 mm atau lebih dengan mana-mana ketebalan dinding, dan keperluan untuk ketepatan memegang parameter teknologi di dalamnya jauh lebih rendah daripada dengan pematerian punggung.
- Kimpalan penyemperitan adalah kaedah yang serupa dengan kimpalan elektrik, di mana polietilena yang dipanaskan disuap melalui penyemperit khas ke dalam kawasan kimpalan, membentuk sambungan antara paip. Kekuatan sambungan yang terhasil biasanya tidak melebihi 80% daripada kekuatan polietilena, jadi kaedah penyemperitan biasanya digunakan terutamanya untuk menyambung paip dengan produk plastik lain dan memasang paip dengan diameter 630 mm atau lebih di tempat yang tidak mungkin. untuk dikenakan beban yang tinggi.


Jenis
Semua peranti kimpalan polietilena terdiri daripada empat modul utama - penjana (biasanya beroperasi pada prinsip penyongsang dengan pengubah atau bekalan kuasa pensuisan), modul kawalan kuasa, modul kawalan suhu dan unit teknologi di mana proses sambungan itu sendiri mengambil tempat. Setiap daripada empat kaedah kimpalan yang dibincangkan di atas dilakukan menggunakan alat yang sesuai.











Mesin sedia ada untuk setiap 4 cara boleh dibahagikan lagi kepada 3 kategori mengikut tahap automasi.

Peranti separa automatik dibahagikan mengikut jenis pemacu yang digunakan kepada mekanikal dan hidraulik. Dalam peranti dengan pemacu mekanikal, daya yang diperlukan untuk memusatkan dan menahan paip semasa proses kimpalan dicipta dengan bantuan pengendali, oleh itu ia hanya digunakan apabila bekerja dengan paip dengan diameter kurang daripada 160 mm. Pemacu hidraulik tidak memerlukan penggunaan daya daripada operator dan digunakan untuk produk kimpalan sebarang diameter, termasuk yang lebih besar daripada 160 mm.


Satu lagi ciri penting mesin kimpalan ialah diameter paip yang boleh disambungkan, kerana saiz standard paip PE berada dalam julat dari 16 hingga 1600 mm. Sebagai contoh, untuk paip di pangsapuri, paip dengan diameter 20 hingga 32 mm biasanya digunakan, tetapi untuk pemasangan saluran paip utama, peranti yang mampu memateri paip dengan diameter 90/315 mm atau lebih mungkin diperlukan.
Pada masa ini, peranti yang paling popular ialah Georg Fischer (Switzerland), Rothenberger (Jerman), Advance Welding (Great Britain), Eurostandard, Technodue dan Ritmo (Itali), Dytron (Republik Czech), KamiTech dan Nowatech (Poland).Terdapat juga pengeluar peranti Rusia untuk kimpalan polietilena, contohnya, kilang Volzhanin, yang menghasilkan peralatan untuk produk pematerian punggung dengan diameter 40 hingga 1600 mm dan peranti elektrofusi yang mampu menyambungkan paip dengan diameter sehingga 1200 mm.
Kriteria untuk memilih alat kimpalan
Apabila memutuskan isu dengan kelas peralatan kimpalan pilihan, pertama sekali perlu memberi perhatian kepada skop kerja yang dirancang. Di sini parameter berikut sangat relevan:
- Julat diameter paip untuk digunakan.
- Penggunaan kuasa.
- Harga peranti.
Perlu diperhatikan bahawa terdapat hubungan yang jelas antara parameter ini. Oleh itu, dengan peningkatan diameter luar paip, perlu mempertimbangkan model dengan kuasa yang lebih tinggi. Secara amnya diterima bahawa penunjuk kuasa, unitnya ialah watt, hendaklah 10 kali diameter, dikira dalam milimeter. Dalam erti kata lain, jika ia sepatutnya mengimpal paip dengan diameter luar 30 mm, maka anda boleh mengehadkan diri anda kepada model yang penarafan kuasanya ialah 300 watt. Perlu diingat bahawa angka yang diberikan adalah tidak muktamad dan tepat, dan oleh itu ralat dalam lingkungan 30% dibenarkan di sini.
Oleh itu, jika model peralatan kimpalan mempunyai penggunaan kuasa yang besar, maka ini membolehkan pemilik mengimpal paip diameter yang lebih besar. Walau bagaimanapun, pemerolehan peralatan tersebut memerlukan kos yang tinggi.
5 ELITECH SPT 800

Peralatan kaya Negara: Rusia (dihasilkan di China) Harga purata: 1,638 rubel. Penilaian (2019): 4.5









Besi pematerian bajet untuk paip polipropilena ini boleh dilihat bukan sahaja di tangan pemasang pemula, tetapi juga profesional.Model ini boleh berfungsi dengan 6 saiz paip, dari 20 hingga 63 mm. Pakar mencatatkan muncung berkualiti tinggi yang disalut dengan Teflon. Dengan kuasa pemanas 800 W, peranti boleh memanaskan dengan cepat sehingga 300°C. Pemanas juga menyejuk dengan agak cepat. Pengilang telah melengkapkan produknya dengan 6 muncung, pendirian, bekas logam yang boleh dipercayai dan satu set alatan (pemutar skru, kunci hex).
Menganalisis ulasan pengguna, terdapat beberapa kelebihan dan kekurangan peranti. Di satu pihak, model itu patut mendapat pujian kerana kuasanya, pemanasan dan penyejukan yang cepat, jahitan yang licin, harga yang berpatutan. Aduan datang kepada dirian yang tidak selesa, sarung nipis, salutan Teflon yang tidak berkualiti.
Pengilang mesin kimpalan untuk paip polipropilena, gambaran keseluruhan model.
Apabila memilih mana-mana peralatan, salah satu kriteria penentu ialah reputasi pengeluar. Dan walaupun mesin untuk kimpalan manual paip polipropilena tidak boleh dipanggil peranti terlalu kompleks dan berteknologi tinggi, terdapat juga pihak berkuasa tertentu di kawasan ini.
Jadi, "trendsetters" dalam pengeluaran peralatan tersebut dianggap "Rothenberger", "Valfex", "Dytron", "BRIMA", "Gerat", "KERN". Peranti Elitech, Sturm, Caliber, Enkor, PATRIOT, Energomash, DeFort tidak kurang boleh dipercayai dan dalam permintaan. Perkara utama ialah peralatan yang dibeli adalah benar-benar asli, bukan palsu, dan disertakan dengan jaminan kilang pengeluar.
Sebagai kesimpulan, secara tradisinya, tinjauan kecil model popular dan tahap harga purata untuk mereka.
| Nama model, ilustrasi | Penerangan ringkas tentang model | Tahap harga purata, gosok. (April 2016) |
|---|---|---|
"BRIMA TG-171", Jerman - China  | Kuasa 750 W, diameter kimpalan - sehingga 63 mm, termostat elektromekanikal, suhu pemanasan - sehingga 300 °C. Masa memanaskan badan - tidak lebih daripada 15 minit. Set termasuk enam pasang muncung dari 20 hingga 63 mm. | 3900 |
"ENCOR ASP-800", Rusia - China  | Kuasa 800 W, diameter kimpalan - sehingga 63 mm, termostat elektromekanikal, suhu pemanasan - sehingga 300 °C. Pendirian platform yang stabil. Kit ini termasuk enam pasang muncung dari 20 hingga 63 mm dengan salutan Teflon. | 2200 |
Elitech SPT 1000, Rusia - China  | Radas dengan elemen pemanas silinder. Kuasa - 1000 watt. Diameter kimpalan - dari 16 hingga 32 mm. Satu set muncung (4 diameter) dengan salutan Teflon disertakan dalam penghantaran. Bentuk badan dan pemegang ergonomik, membolehkan anda bekerja di tempat yang sukar dicapai. Termostat elektromekanikal. | 2700 |
"Sturm TW7219", Jerman - China  | Model kuasa tinggi - 1900 W, dengan kemungkinan menghidupkan kuasa penuh dan separuh (satu atau dua elemen pemanasan). Enam pasang hujung bersalut Teflon. Diameter kimpalan maksimum ialah 62 mm. Masa pemanasan - kira-kira 12 minit. Pakej penghantaran lanjutan yang tidak memerlukan pembelian aksesori tambahan. | 3300 |
Dytron Polys P-1a, Republik Czech  | Peralatan profesional berkualiti tinggi. Kuasa - 650 watt. Pemanas silinder dengan termostat kapilari berketepatan tinggi. Diameter kimpalan - sehingga 32 mm. Petua jenis kasut 3 diameter yang dipatenkan, disalut dengan Teflon biru berkualiti tinggi. Enam tetapan suhu. Perlindungan terlalu panas automatik. Berat - hanya 1.3 kg, yang memudahkan kerja di tempat yang sukar dicapai. | 11200 dalam konfigurasi minimum - peranti, pendirian dan tiga muncung. |
Rothenberger ROWELD P 40T, Jerman  | Kuasa - 650 watt.Diameter kimpalan maksimum ialah 40 mm. Pemanas berbentuk pedang dengan kemungkinan memasang dua pasang mandrel lengan. Kit ini termasuk 4 pasang muncung dari 20 hingga 40 mm, salutan Teflon berkualiti tinggi. Ciri-ciri peranti ini - termostat terbina dalam direka khusus untuk paip polipropilena dan diprogramkan untuk penyelenggaraan ketepatan tinggi suhu stabil 260 ° C. Jisim peranti ialah 2.8 kg. | 14500 |
KERN Welder R63E, Jerman  | Model gred profesional. Kuasa yang agak rendah, 800 W, dan pada masa yang sama - kemungkinan paip kimpalan dengan diameter sehingga 63 mm. Enam pasang petua bersalut Teflon disertakan. Pemasangan elektronik berketepatan tinggi suhu yang ditetapkan dengan pengawal mikropemproses, paparan digital. | 13500 |
Kesimpulannya - video tentang mesin kimpalan lain untuk paip polipropilena
Kaedah kimpalan punggung
Kaedah ini membolehkan anda menyambungkan paip polietilena dengan kimpalan menggunakan peralatan khas untuk kimpalan punggung. Kimpalan (atau "sendi") adalah sama dalam kekuatan tegangan dengan paip polietilena itu sendiri. Dengan mengimpal dengan alat yang dipanaskan, paip PE dengan diameter dari 50 mm hingga 1600 mm termasuk disambungkan. Mod kimpalan teknologi standard direka untuk operasi pada suhu udara dari -10°C hingga +30°C. Sekiranya suhu udara di jalan melebihi selang suhu standard, maka kimpalan paip polietilena mesti dilakukan di tempat perlindungan untuk mematuhi parameter teknologi. Kimpalan punggung paip HDPE tekanan dibahagikan kepada dua peringkat utama: kerja persediaan dan kimpalan itu sendiri. Peringkat persediaan termasuk:
- menyemak prestasi dan persediaan untuk pengendalian peralatan kimpalan,
- penyediaan tempat untuk penempatan peralatan kimpalan,
- pemilihan parameter yang diperlukan untuk kimpalan,
- memasang paip PE dan memusatkan pada pengapit mesin kimpalan,
- pemprosesan mekanikal hujung permukaan paip atau bahagian yang dikimpal.
Semasa menyediakan peralatan, pelapik dan pengapit dipilih yang sesuai dengan diameter paip yang akan dikimpal. Permukaan kerja pemanas dan alat untuk memproses paip PE mesti dibersihkan daripada kotoran dan habuk. Kebolehkendalian peralatan diperiksa semasa pemeriksaan visual unit dan komponen mesin kimpalan, serta semasa kemasukan kawalan. Pada mesin kimpalan, kelancaran pengapit alih pemusat dan operasi facer diperiksa. Penempatan peralatan kimpalan dijalankan di tapak atau laluan saluran paip yang telah disediakan dan dibersihkan sebelum paip PE disimpan di atasnya. Jika perlu, tapak kimpalan dilindungi dengan awning untuk melindunginya daripada pemendakan, pasir dan habuk. Dalam cuaca basah, disyorkan untuk memasang peralatan kimpalan pada perisai kayu. Dan adalah disyorkan untuk menutup hujung bebas paip polietilena dengan palam inventori untuk mengelakkan draf di dalam paip semasa mengimpal.
Pemasangan paip dan bahagian HDPE tekanan dikimpal, termasuk pemasangan, penjajaran dan penetapan hujung yang akan dikimpal, dijalankan dalam pengapit pemusat mesin kimpalan. Pengapit mesin kimpalan untuk paip PE diketatkan untuk mengelakkan paip tergelincir dan menghilangkan, setakat yang mungkin, bujur pada hujungnya.Apabila punggung mengimpal paip PE berdiameter besar, kerana ia mempunyai berat mati yang cukup besar, penyokong diletakkan di bawah hujung bebas untuk menjajarkan paip dan menghalang hujung paip yang dikimpal daripada bergerak. Urutan proses kimpalan:
- mula-mula ukur daya yang diperlukan untuk menggerakkan pengapit alih dengan paip tetap,
- pemanas dipasang di antara hujung paip, dipanaskan pada suhu yang diperlukan,
- menjalankan proses pengaliran semula dengan menekan hujung paip PE ke pemanas, mewujudkan tekanan yang diperlukan,
- hujungnya diperah untuk beberapa waktu (mengikut teknologi kimpalan untuk paip polietilena ini) sehingga penampilan burr primer dengan ketinggian 0.5 hingga 2.0 mm,
- selepas penampilan burr utama, tekanan dikurangkan dan dikekalkan untuk masa yang diperlukan untuk memanaskan hujung paip,
- selepas tamat proses memanaskan badan, pengapit alih pemusat ditarik balik 5-6 cm ke belakang dan pemanas dikeluarkan dari zon kimpalan,
- selepas mengeluarkan pemanas, rapatkan hujung paip polietilena, mewujudkan tekanan yang diperlukan untuk pemendakan,
- tekanan pemendakan dikekalkan untuk masa yang diperlukan untuk sendi sejuk, dan kemudian pemeriksaan visual kimpalan yang terhasil dijalankan dari segi saiz dan konfigurasi burr luar,
- kemudian tandakan kimpalan yang terhasil.
Jenis radas
Mengikut prinsip menyambung bahagian, unit kimpalan dibahagikan kepada 2 jenis:
- untuk sambungan elektrofusi;
- untuk soket dan punggung.
Mengikut prinsip operasi, semua jenis peralatan dibahagikan kepada manual dan mekanikal. Mana-mana peralatan kimpalan, tanpa mengira jenis, mempunyai 4 unit utama: penjana, pengawal suhu, modul kuasa dan unit teknologi di mana bahagian disambungkan.Yang terakhir mempunyai struktur yang berbeza (bergantung pada jenis kimpalan).
Manual
Mesin kimpalan bersaiz kecil manual mempunyai bentuk plat dengan petua untuk membetulkan hujung bahagian HDPE. Untuk menyambungkan permukaan yang disediakan, usaha manusia diperlukan, jadi diameter paip tidak boleh melebihi 125 mm. Peranti pegang tangan dipilih untuk kegunaan rumah, ia adalah yang paling mudah untuk dikuasai, ia mempunyai harga yang rendah.
mekanikal
Peranti ini direka untuk profesional. Mereka termasuk yang berikut:
- pemusat dengan petua untuk mengapit bahagian;
- pemotong hujung dengan pisau tajam untuk pemprosesan paip;
- elemen pemanasan (cermin kimpalan);
- peranti mampatan.
Mampatan paip yang disambungkan disediakan oleh mekanik, jadi diameternya tidak terhad. Kimpalan dengan peranti yang didorong secara mekanikal adalah kaedah yang lebih maju: ia memudahkan kerja pengendali dan menjadikan sambungan lebih dipercayai.
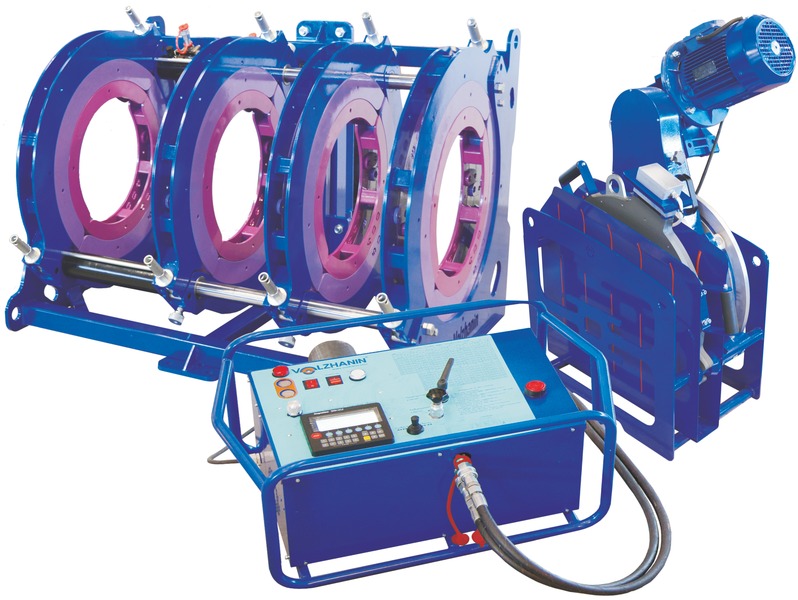
hidraulik
Dalam peralatan hidraulik, pemampatan produk dijalankan oleh pemacu hidraulik. Peranti sedemikian direka untuk kimpalan punggung dan terdapat 3 jenis:
- Manual. Semua operasi dijalankan secara manual. Digunakan untuk kimpalan saluran paip dengan tekanan purata dan rendah.
- Separa automatik. Kerja manual hanya melibatkan pemasangan paip. Sambungan berlaku secara automatik.
- Automatik. Pergerakan semua unit unit dari awal hingga akhir proses dikawal oleh komputer, pengendali hanya memasukkan parameter yang diperlukan.
Mesin moden berfungsi dengan ketepatan yang tinggi. Mereka boleh membaca maklumat yang diperlukan daripada kod bar yang dicetak pada HDPE atau pada gandingan elektrik, pada akhir proses mereka mengeluarkan protokol pelaporan, menunjukkan ralat.
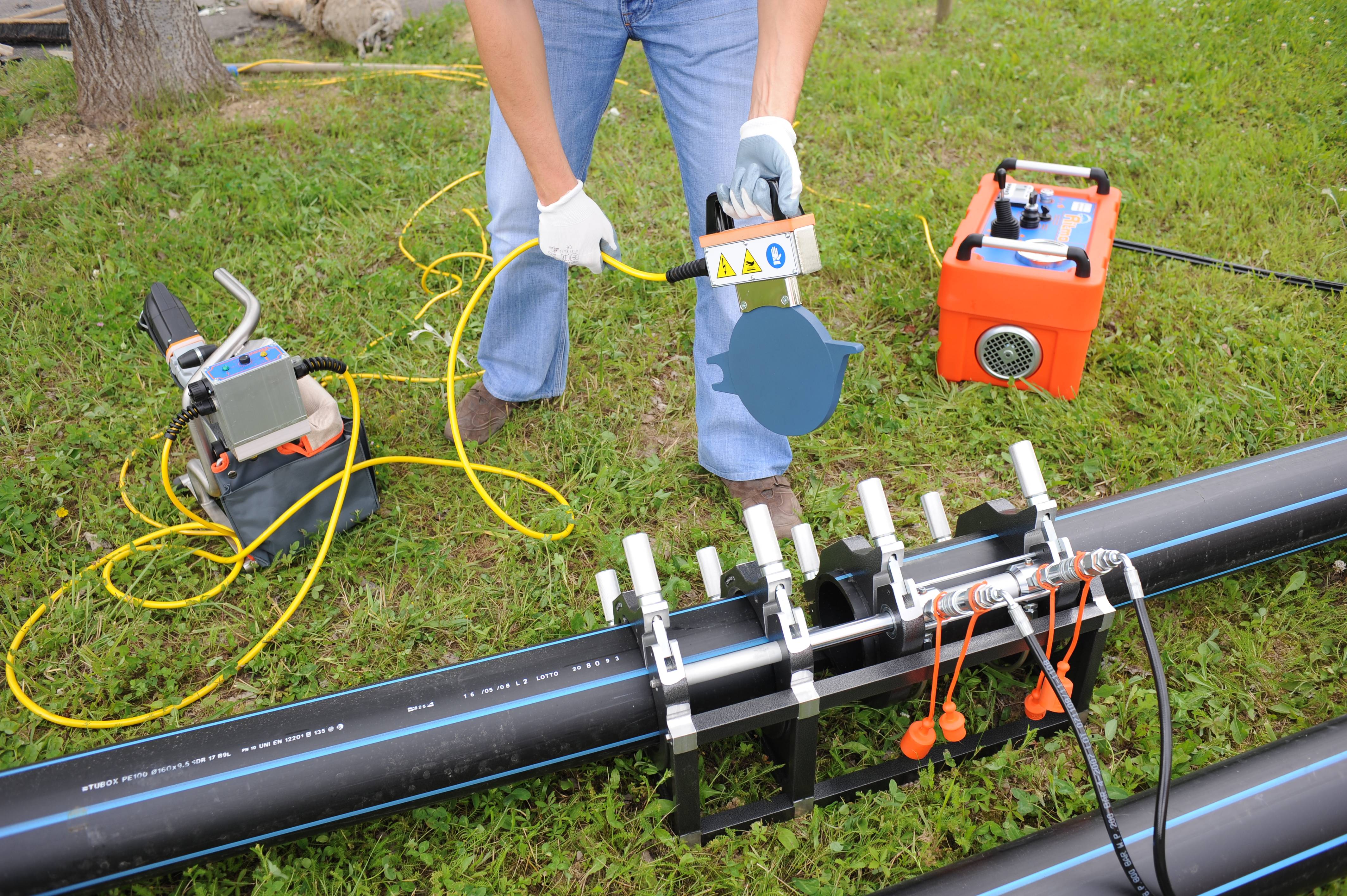
Peralatan elektrofusi
 Teknologi kimpalan elektrofusi adalah seperti berikut.Pada peringkat pengeluaran, elemen pemanas diletakkan ke dalam setiap gandingan dari permukaan dalam dengan dua petunjuk ke permukaan luarnya.
Teknologi kimpalan elektrofusi adalah seperti berikut.Pada peringkat pengeluaran, elemen pemanas diletakkan ke dalam setiap gandingan dari permukaan dalam dengan dua petunjuk ke permukaan luarnya.
Paip yang hendak disambungkan dimasukkan ke dalam gandingan. Dengan kabel khas, output gandingan dan mesin kimpalan disambungkan. Selepas itu, elemen di dalam gandingan dipanaskan.










Disebabkan ini, bahagian paip polipropilena dan gandingan cair di kawasan elemen pemanasan. Apabila peranti dimatikan, pempolimeran terbalik bahagian produk yang disambungkan berlaku. Hasilnya ialah sambungan monolitik.
boleh berfungsi dengan produk dengan hampir semua diameter. Mereka boleh mengimpal paip polipropilena, serta produk polietilena (HDPE) tekanan rendah.
Elemen utama ialah mikropemproses unit dengan bekalan kuasa terkawal. Ia menjimatkan protokol kimpalan untuk operasi pemantauan dan menjana arus yang diperlukan untuk mendapatkan suhu pemanasan yang diperlukan.
Pada masa tertentu, bergantung pada diameter produk dan keadaan lain, ia mematikan peranti. Peranti boleh beroperasi di luar dalam julat suhu -20…+60 °C.
Sebagai contoh, radas ROWELD ROFUSE PRINT Rothenberger, dengan berat dan dimensi yang rendah (kotak kecil seberat kira-kira 20 kg), membolehkan anda menyambungkan paip HDPE dan polipropilena dengan diameter sehingga 1200 mm.
Data mengenainya boleh dimasukkan secara manual atau dibaca dari kod bar yang dipasang pada paip oleh pengilang. Peranti ini mudah digunakan dan disertakan dengan arahan terperinci.
Bagaimana untuk memilih peranti yang betul?
Radas untuk kerja plastik mengimpal seperti besi pematerian dan secara konvensional dibahagikan kepada 2 jenis - manual dan mekanikal.
Alat manual
Mewakili plat pemanas dengan hujung untuk hujung paip dan pemegang.Mengikut prinsip operasi, ia serupa dengan seterika dan seterika pematerian elektrik.

Memerlukan usaha manusia untuk memampatkan produk yang akan disertai. Sesuai untuk paip PE dengan diameter tidak lebih daripada 12.5cm. Oleh itu, ia tidak sesuai untuk jumlah kerja yang besar, dan ia patut dipilih untuk kegunaan rumah.
mekanikal
Alat pematerian mekanikal ialah rangka sokongan dengan cakera untuk memasang paip dan blok instrumen. Elemen pemanasan dengan elemen pemanas di dalamnya memanaskan hujung paip yang disambungkan, dan mekanik menyediakan mampatan yang kuat bagi tempat-tempat ini.
Ia digunakan untuk mengimpal produk yang terdedah kepada beban operasi yang tinggi. Diameter produk adalah tidak terhad.
Profesional harus memilih pilihan ini.
Petua berguna untuk membuat pilihan yang tepat:
Beri perhatian kepada pakej
Peranti dengan kunci untuk muncung sesuai untuk bekerja dengan satu, maksimum dua diameter. Jika skop kerja lebih besar, pilih peralatan dengan muncung pelbagai diameter;
Kuasa unit
Para profesional mempunyai satu rahsia. Kuasa minimum peralatan dikira dengan formula mudah - diameter paip terbesar yang perlu anda kerjakan didarabkan dengan 10.







Sebagai contoh, jika anda akan memasak paip dengan diameter 50 mm di rumah, maka kuasa minimum unit = 50 × 10 = 500W;
Pengilang mana yang hendak dipilih?
Penarafan tertinggi adalah untuk produk syarikat Czech (contohnya, TM "Daitron"). Tetapi harga produk - gigitan. Oleh itu - sebagai alternatif - pengeluar Turki. Terdapat model pengeluaran domestik yang baik.
Kesimpulan dan video berguna mengenai topik ini
Perbandingan dan petua berguna untuk memilih mesin kimpalan:
Video ini menunjukkan proses langkah demi langkah memasang pengimpal untuk paip pp dengan tangan anda sendiri:
Memilih mesin kimpalan yang sesuai untuk paip polietilena tidak begitu sukar. Adalah lebih baik untuk memberi keutamaan kepada produk pengeluar terkenal dalam kategori harga yang boleh diterima. Dengan pematuhan tepat teknologi kimpalan, sambungan yang boleh dipercayai boleh diperolehi.
Beritahu kami tentang cara anda memilih mesin kimpalan untuk memasang saluran paip polimer di rumah atau di negara ini. Kongsi sebab di sebalik pilihan anda. Sila tinggalkan di blok di bawah, siarkan foto mengenai topik artikel, tanya soalan.



