- Bagaimana untuk bermula sebagai pengimpal pemula
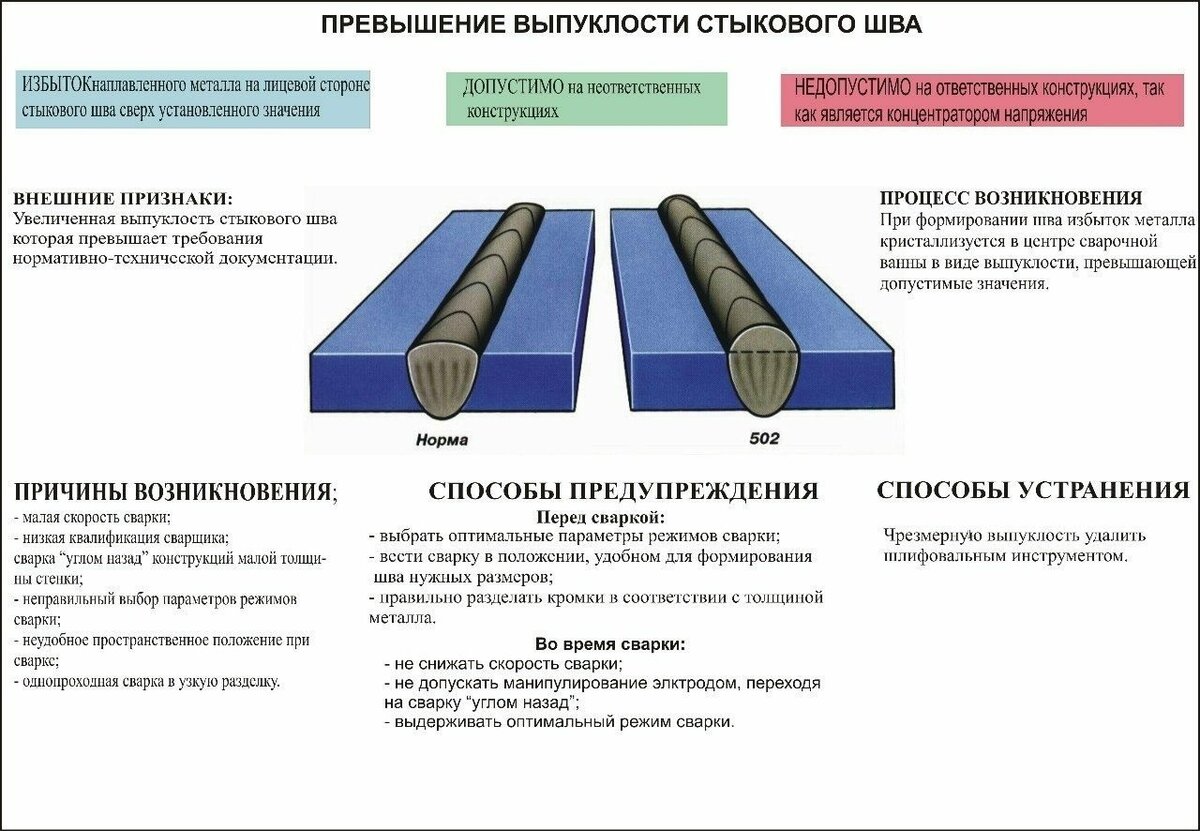
- Kemungkinan kecacatan pada sambungan dan jahitan kimpalan
- Teknologi kimpalan elektrik
- Cara menyalakan arka
- Kelajuan mengimpal
- Kaedah kimpalan
- Petua enam
- Apa yang anda perlukan untuk kimpalan di rumah?
- Apa lagi yang anda perlu ada
- Unsur kimpalan
- Asas kimpalan elektrik
- Jenis-jenis kimpalan elektrik
- Teknologi kimpalan
- Arahan langkah demi langkah untuk mengimpal dengan penyongsang
- Alat dan peralatan
- Jenis peralatan
- Alat dan peralatan
- Teknologi kimpalan
Bagaimana untuk bermula sebagai pengimpal pemula
Inilah akhirnya penyongsang kimpalan, topeng pengimpal dan elektrod di hadapan anda. Ini bukan semua yang diperlukan oleh pengimpal yang berpengalaman, tetapi sudah cukup untuk pemula untuk bermula. belajar memasak dengan kimpalan elektrik.
Pertama sekali, anda perlu menyambungkan dua kabel ke penyongsang. Satu kabel dengan pemegang elektrod, dan yang kedua dengan terminal tanah
Di mana lebih baik untuk menyambung kabel mana ke tambah atau tolak penyongsang tidak begitu penting lagi. Anda boleh mengetahui lebih lanjut tentang kekutuban langsung dan songsang, secara beransur-ansur mempelajari asas kimpalan
Oleh itu, dengan berani, kami menyambungkan pemegang elektrod ke tambah penyongsang, dan pengapit dengan tanah ke penyambung negatif, masukkan elektrod ke dalam pemegang dan cuba masak. Dalam kes ini, sebelum menyalakan elektrod, laraskan arus kimpalan pada penyongsang dengan betul.Hanya gunakan jadual dengan parameter elektrod dan arus kimpalan (lihat di atas), dan kemudian pilih nilai yang paling sesuai.
Jadi, pertama anda perlu belajar cara menyalakan arka. Ini dilakukan dengan mengetuk ringan elektrod pada logam atau pergerakan sedikit hujungnya ke atas logam. Untuk pemula, lebih baik menggunakan pilihan kedua.
Ia tidak perlu melekatkan elektrod terlalu keras ke dalam logam, kerana ia pasti akan melekat pada permukaan. Sebaik sahaja arka kimpalan menyala, anda perlu sentiasa memastikan ia menyala semasa kimpalan sedang dijalankan. Dalam kes ini, jarak antara elektrod dan permukaan logam hendaklah kira-kira 2-3 mm (arka pendek).
Jika semuanya berjaya untuk anda dan arka terbakar, anda boleh cuba mengimpal bahan kerja. Untuk melakukan ini, condongkan elektrod ke tepi dan tahan pada sudut 40-60 darjah. Perlahan-lahan mula gerakkan elektrod dari sisi ke sisi di sepanjang sambungan. Anda boleh memimpin elektrod dalam pelbagai cara, tetapi mustahil untuk menguasai segala-galanya sekaligus.
Kemungkinan kecacatan pada sambungan dan jahitan kimpalan
Kimpalan elektrik adalah proses yang kompleks dan tidak semestinya semuanya berjalan lancar.
Akibat kesilapan dalam kerja, jahitan dan sendi mungkin mempunyai pelbagai kecacatan, termasuk:
- Kawah. Lekukan kecil dalam manik kimpalan. Mungkin muncul akibat pecah arka atau ralat dalam pelaksanaan serpihan akhir jahitan.
- Liang pori. Jahitan kimpalan menjadi berliang akibat pencemaran tepi bahagian dengan karat, minyak, dll. Selain itu, keliangan boleh muncul apabila jahitan disejukkan terlalu cepat, pada kelajuan kimpalan yang tinggi dan apabila bekerja dengan elektrod basah.
- Potongan bawah. Ia kelihatan seperti lekukan kecil pada kedua-dua belah manik jahitan.Muncul apabila elektrod disesarkan ke arah dinding menegak semasa mengimpal sambungan sudut. Di samping itu, undercut terbentuk apabila bekerja dengan arka panjang atau jika nilai arus kimpalan terlalu tinggi.
- Kemasukan sanga. Terdapat kepingan sanga di dalam manik kimpalan. Ini boleh berlaku jika tepinya kotor, kelajuan kimpalan tinggi, atau jika arus kimpalan terlalu rendah.
Ini adalah kecacatan kimpalan yang paling biasa, tetapi mungkin ada yang lain.
Teknologi kimpalan elektrik
Kimpalan elektrik adalah proses yang berlaku di bawah pengaruh suhu tinggi, di atas pencairan logam. Hasil daripada kimpalan, kolam kimpalan yang dipanggil terbentuk pada permukaan logam, yang diisi dengan elektrod cair, dengan itu membentuk kimpalan.
Oleh itu, syarat utama untuk pelaksanaan kimpalan elektrik adalah untuk menyalakan arka elektrod, mencairkan logam pada bahan kerja yang akan dikimpal dan mengisi kolam kimpalan dengannya. Nampaknya, dalam semua kesederhanaan, sangat sukar bagi orang yang tidak bersedia untuk melakukan ini. Pertama, anda perlu memahami seberapa cepat elektrod terbakar, dan ini bergantung pada diameter dan kekuatan semasanya, dan juga dapat membezakan sanga semasa kimpalan logam.
Di samping itu, adalah perlu untuk mengekalkan kelajuan seragam dan pergerakan elektrod yang betul semasa kimpalan (dari sisi ke sisi), supaya kimpalan licin dan boleh dipercayai, dapat menahan beban pecah.
Cara menyalakan arka
Memulakan pembangunan kimpalan elektrik harus dengan penyalaan arka yang betul. Latihan sebaiknya dilakukan pada sekeping logam yang tidak perlu, tetapi ia tidak sepatutnya berkarat, kerana ini akan merumitkan tugas secara serius dan mungkin mengelirukan pengimpal pemula.
Terdapat dua cara mudah untuk memulakan arka:
- Dengan cepat menyentuh elektrod pada permukaan bahan kerja dan kemudian menariknya sehingga jarak 2-3 mm. Jika anda mengangkat elektrod dari logam di atas, arka mungkin hilang atau menjadi terlalu tidak stabil;
- Memukul elektrod pada permukaan benda kerja yang hendak dikimpal, seolah-olah anda sedang menyalakan mancis. Ia perlu menyentuh logam dengan hujung elektrod, dan lukiskannya 2-3 cm di sepanjang permukaan (ke arah tapak kimpalan) sehingga arka menyala.
Kaedah kedua penyalaan arka paling sesuai untuk pengimpal elektrik pemula, kerana ia adalah yang paling mudah. Juga, panduan jangka pendek tentang logam memanaskan elektrod, dan kemudian menjadi lebih mudah untuk memasak dengannya.


Selepas penyalaan arka, ia harus disimpan sedekat mungkin dengan permukaan bahan kerja, pada jarak tidak lebih daripada 0.5 cm. Di samping itu, jarak ini mesti disimpan lebih kurang sama sepanjang masa, jika tidak, kimpalan akan menjadi hodoh dan tidak sekata.
Kelajuan mengimpal
Kelajuan elektrod bergantung kepada ketebalan logam yang dikimpal. Oleh itu, semakin nipis ia, semakin cepat kelajuan kimpalan, dan sebaliknya. Pengalaman dalam hal ini akan datang dengan masa, apabila anda belajar cara menyalakan arka dan mula memasak lebih kurang. Gambar-gambar di bawah menunjukkan contoh ilustrasi yang membolehkan anda memahami kelajuan kimpalan dilakukan.
Jika perlahan-lahan, maka jahitan kimpalan ternyata tebal, dan tepinya sangat cair. Jika, sebaliknya, elektrod didorong terlalu cepat, maka jahitannya lemah dan nipis, serta tidak rata. Pada kelajuan kimpalan yang betul, logam memenuhi kolam kimpalan sepenuhnya.
Di samping itu, apabila mengamalkan kimpalan, anda perlu memantau sudut elektrod yang betul berhubung dengan permukaan logam.Sudut hendaklah kira-kira 70 darjah dan boleh diubah jika perlu. Semasa pembentukan kimpalan, pergerakan elektrod boleh membujur, translasi dan berayun, dari sisi ke sisi.
Setiap teknik terkemuka elektrod ini membolehkan anda mencapai jahitan yang dikehendaki, mengurangkan atau meningkatkan lebarnya, dan juga menukar beberapa parameter lain.
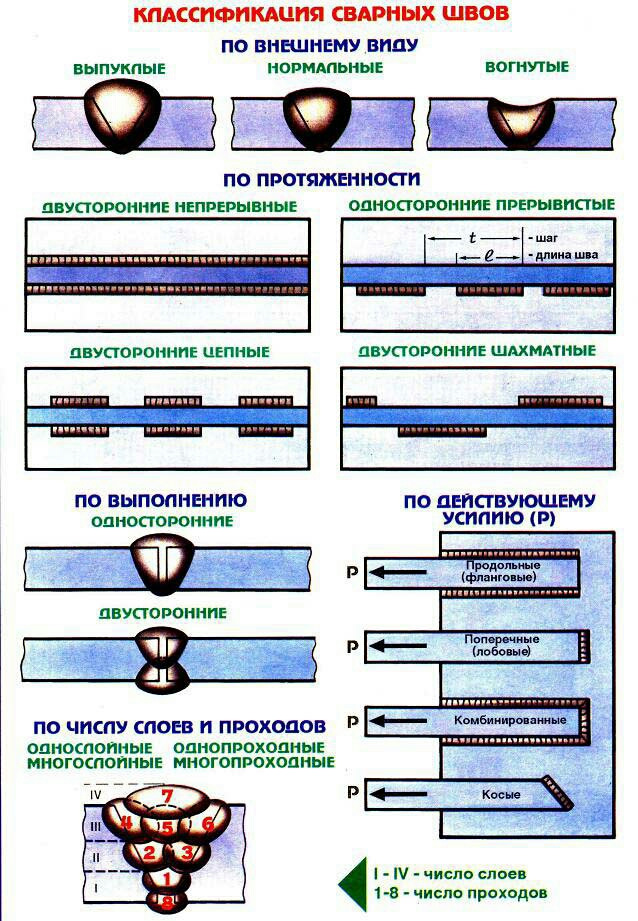
Kaedah kimpalan
Pada masa ini, terdapat banyak kaedah yang digunakan untuk kimpalan. Mereka dibahagikan mengikut pelbagai kriteria. Maklumat ini berguna untuk pemula, jadi anda mesti membacanya.
Bergantung pada pemanasan, tepi produk mungkin cair sepenuhnya atau berada dalam keadaan plastik. Kaedah pertama juga memerlukan penggunaan daya tertentu pada bahagian yang hendak dicantum - kimpalan tekanan.
Pada yang kedua, sambungan terbentuk akibat pembentukan kolam kimpalan, di mana terdapat logam cair dan elektrod.
Terdapat kaedah kimpalan lain di mana produk tidak panas sama sekali - kimpalan sejuk, atau tidak dibawa ke keadaan plastik - sambungan menggunakan ultrasound.
Kaedah dan jenis kimpalan.
Jenis kimpalan lain disenaraikan di bawah:
- Tukang besi.
Dalam kaedah ini, hujung produk yang hendak dicantumkan dipanaskan di dalam relau dan kemudian ditempa. Kaedah ini adalah salah satu yang paling kuno dan pada masa ini praktikal tidak digunakan. - Tekan gas.
Tepi produk dipanaskan oleh suku oksigen-asetilena ke atas seluruh satah dan dibawa ke keadaan plastik, selepas itu ia tertakluk kepada pemampatan.Kaedah ini sangat cekap dan produktif. Ia digunakan dalam pembinaan saluran paip gas, kereta api, kejuruteraan mekanikal. - Kenalan.
Bahagian tersebut dimasukkan ke dalam litar elektrik peralatan kimpalan dan arus dilalui melaluinya. Litar pintas berlaku pada titik sentuhan bahagian, akibatnya sejumlah besar haba dilepaskan di persimpangan. Ia cukup untuk mencairkan dan menyambungkan logam. - Punggung, bintik dan jahitan - jenis kaedah sentuhan untuk mengikat produk.
- penggelek.
Ia digunakan dalam sambungan struktur lembaran yang memerlukan jahitan berkualiti tinggi dan boleh dipercayai. - Termit.
Logam itu disatukan dengan membakar termit, campuran serbuk skala besi dan aluminium tulen. - Air atom.
Tepi produk dicairkan oleh tindakan pembakaran arka antara dua elektrod tungsten. Elektrod disambungkan kepada pemegang khas yang melaluinya hidrogen dibekalkan. Akibatnya, arka dan logam cecair kolam kimpalan dilindungi oleh hidrogen daripada kesan berbahaya gas atmosfera seperti oksigen dan nitrogen. - Gas.
Intipati kaedah adalah menggunakan api untuk memanaskan dan mencairkan bahagian. Nyalaan diperoleh dengan membakar gas mudah terbakar dalam atmosfera oksigen. Campuran gas-oksigen diperoleh menggunakan penunu khas.
Kaedah kimpalan gas merujuk kepada kimpalan gabungan. Jurang antara produk diisi dengan wayar pengisi. Kaedah ini digunakan secara meluas dalam pelbagai bidang kehidupan manusia. Selalunya ditemui apabila menyambungkan produk berdinding nipis, logam bukan ferus, besi tuang.
Apabila bekerja dengan radas penyongsang, kekutuban elektrod adalah tidak penting.Bergantung pada skema, keamatan pemanasan bahagian berubah, yang membolehkan anda membuat keadaan kimpalan yang berbeza
Petua enam
Mabuk laut separas lutut. Jangan sekali-kali mengimpal semasa di bawah pengaruh alkohol. Lebih baik meninggalkan kerja daripada melakukan "minum" kimpalan. Nasihat ini adalah relevan untuk Ukraine. Saya terpaksa menonton bagaimana seorang pengimpal kategori keempat melakukan perkahwinan selepas dia mengimpal semasa mabuk. Keesokan harinya dia tidak percaya matanya. Dia menafikan bahawa itu adalah tugasnya. Sekiranya reka bentuk bertanggungjawab, maka semuanya lebih buruk. Dalam satu firma pembinaan, seorang pengimpal, tidak dapat melakukan jahitan menegak, dihantar ke tapak, di mana tugasnya termasuk pemasangan dan pemasangan balkoni dan pagar pada mereka. Sekarang bayangkan bahawa kebanyakan masa dia melakukan kerja ini semasa mabuk. By the way, bangunan pencakar langit ini sudah didiami oleh orang ramai, dan syarikat pembinaan itu sudah lama tidak wujud.



Apa yang anda perlukan untuk kimpalan di rumah?
Untuk menjalankan kerja, anda memerlukan, pertama sekali, mesin kimpalan. Terdapat beberapa jenisnya.
Mari tentukan yang mana satu untuk dipilih.
- penjana kimpalan. Ciri tersendiri ialah keupayaan untuk menjana tenaga elektrik dan menggunakannya untuk mencipta arka. Ia akan berguna jika tiada sumber kuasa. Ia mempunyai dimensi yang mengagumkan, jadi ia tidak begitu mudah digunakan.
- pengubah kimpalan. Peranti menukar voltan ulang-alik yang dibekalkan dari sesalur kuasa kepada voltan ulang-alik frekuensi yang berbeza, yang diperlukan untuk kimpalan. Peranti ini mudah dikendalikan, tetapi mempunyai dimensi yang ketara dan bertindak balas secara negatif terhadap kemungkinan lonjakan kuasa.
- Penerus kimpalan.Peranti yang menukarkan voltan yang dibekalkan daripada sesalur kuasa kepada arus terus, yang diperlukan untuk pembentukan arka elektrik. Berbeza dalam kekompakan dan kecekapan kerja yang tinggi.
Untuk kegunaan rumah, penerus jenis penyongsang lebih disukai. Mereka biasanya dirujuk hanya sebagai penyongsang. Peralatannya sangat padat. Apabila bekerja, ia digantung di bahu. Prinsip operasi peranti agak mudah.
Ia menukarkan arus frekuensi tinggi kepada arus terus. Bekerja dengan arus jenis ini memberikan kimpalan berkualiti tinggi.
Penjana kimpalan boleh berfungsi tanpa ketiadaan rangkaian. Ia menjana elektrik sendiri. Sistem ini sangat besar, agak sukar untuk bekerja dengannya.
Penyongsang adalah menjimatkan, ia berfungsi dari rangkaian isi rumah. Di samping itu, lebih baik bekerja dengan mereka untuk pemula. Ia sangat mudah untuk dikendalikan dan menyediakan arka yang stabil.
Kelemahan penyongsang termasuk kos yang lebih tinggi daripada peranti lain, kepekaan terhadap habuk, kelembapan dan lonjakan kuasa.
Apabila memilih penyongsang untuk kimpalan rumah, perhatikan julat nilai semasa kimpalan. Nilai minimum - 160-200 A
Ciri peralatan tambahan boleh memudahkan kerja untuk orang baru.
Daripada "bonus" yang menyenangkan ini, perlu diperhatikan:
- Hot Start - yang bermaksud peningkatan dalam arus awal yang dibekalkan pada masa arka kimpalan dinyalakan. Terima kasih kepada ini, arka lebih mudah untuk diaktifkan.
- Anti-Stik - secara automatik mengurangkan arus kimpalan jika rod elektrod tersekat. Ini menjadikannya lebih mudah untuk menanggalkannya.
- Daya Arka - meningkatkan arus kimpalan jika elektrod dibawa ke bahan kerja terlalu cepat. Dalam kes ini, melekat tidak berlaku.
Sebagai tambahan kepada mesin kimpalan apa-apa jenis, elektrod akan diperlukan. Jenama mereka paling baik dipilih mengikut jadual khas, yang menunjukkan jenis bahan yang akan dikimpal.
Anda juga memerlukan topeng kimpalan. Yang bestnya ialah yang dipakai di kepala. Model yang anda ingin pegang di tangan anda amat tidak selesa.
Ia adalah perlu untuk bekerja dengan kimpalan hanya dalam saman pelindung. Topeng khas akan melindungi mata anda daripada sinaran ultraungu dan percikan, sut ketat dan sarung tangan kanvas akan mengelakkan luka terbakar
Topeng boleh menjadi kaca berwarna mudah atau apa yang dipanggil "bunglon". Pilihan terakhir adalah lebih baik, kerana apabila arka muncul, kaca secara automatik menjadi gelap.
Ia adalah perlu untuk bekerja hanya dalam pakaian khas yang melindungi daripada percikan dan sinaran ultraviolet. Ia boleh menjadi pakaian kapas tebal, but atau but tinggi, kanvas atau sarung tangan bergetah.
Apa lagi yang anda perlu ada
Mesin kimpalan tanpa elektrod adalah unit yang tidak berguna sama sekali. Elektrod adalah bahan habis pakai, ia juga berbeza: boleh habis dan tidak boleh habis, logam (diperbuat daripada keluli, tembaga dan logam lain) dan bukan logam, dalam bentuk wayar atau rod tegar, dengan salutan pelindung yang berbeza, dsb.
Bagi mereka yang tertanya-tanya bagaimana cara mengimpal dengan elektrod dengan betul, sebaiknya mulakan dengan rod universal keluli 3 mm atau 4 mm tebal. Diameter ditunjukkan pada pakej, tidak sukar untuk memilih yang betul. Setelah menguasai kerja dengan mereka, mungkin untuk beralih kepada jenis lain, tetapi mereka tidak mungkin mendapat permintaan dalam kehidupan seharian.
Elektrod untuk penyongsang
Sebagai tambahan kepada bahan habis untuk kimpalan, anda pasti memerlukan topeng pengimpal.Ia benar-benar mustahil untuk bekerja tanpa itu, jika tidak, anda boleh dengan cepat mengalami luka bakar pada kornea mata dan banyak masalah penglihatan lain. Yang terbaik ialah topeng dengan kaca bunglon. Atau sebaliknya, dengan penapis cahaya automatik yang bertindak balas terhadap perubahan dalam pencahayaan dan melindungi mata daripada sinaran berbahaya.



Ia juga dinasihatkan untuk mendapatkan pakaian, kasut dan sarung tangan yang sesuai yang tidak terbakar oleh percikan api dan, dalam kes ini, boleh melindungi daripada kejutan elektrik.
Dari alat, anda memerlukan tukul untuk mengetuk skala dari jahitan, serta semua jenis ragum, pengapit dan sudut magnet, yang dengannya anda boleh membetulkan bahagian yang akan dikimpal dalam kedudukan yang dikehendaki.
Set minimum untuk pengimpal pemula
Unsur kimpalan
Setelah menguasai asas-asas proses kimpalan dengan yakin, anda boleh meneruskan untuk menyambungkan unsur-unsur ke dalam satu struktur. Dan di sini juga, terdapat kehalusan yang berkaitan dengan tindak balas logam terhadap kesan sedemikian.
Pertama sekali, anda perlu menilai dengan betul panjang jahitan dan memastikan ia tidak menarik bahagian yang akan disambungkan pada sendi. Untuk melakukan ini, mereka mesti diperbaiki dalam kedudukan tertentu dengan bantuan pengapit atau kaedah lain. Dan untuk membetulkan penetapan, mereka merebutnya dengan jahitan melintang di beberapa tempat. Dan barulah mereka melecur.
Urutan kimpalan bergantung pada panjang sambungan. Dalam satu arah dan dalam satu larian, hanya jahitan pendek sehingga 300 mm panjang boleh dikimpal. Jika jarak ini lebih besar, adalah perlu untuk mengimbangi tegasan yang terhasil dengan menjahit dalam segmen kecil.
Skim untuk membuat jahitan bergantung pada panjang
Jahitan yang tidak terlalu cantik pada penghujung kerja boleh dipotong dengan teliti dan diampelas dengan penggiling.
Asas kimpalan elektrik
Sambungan logam yang dikimpal hari ini adalah yang paling boleh dipercayai: kepingan atau bahagian digabungkan menjadi satu keseluruhan.Ini berlaku akibat pendedahan kepada suhu tinggi. Kebanyakan mesin kimpalan moden menggunakan arka elektrik untuk mencairkan logam. Ia memanaskan logam di zon hentaman ke takat lebur, dan ini berlaku di kawasan kecil. Oleh kerana arka elektrik digunakan, kimpalan juga dipanggil arka elektrik.
Ini bukan cara yang betul untuk mengimpal)) Sekurang-kurangnya, anda memerlukan topeng
Jenis-jenis kimpalan elektrik
Arka elektrik boleh dibentuk oleh kedua-dua arus terus dan ulang alik. Transformer kimpalan dikimpal dengan arus ulang alik, penyongsang dengan arus terus.
Bekerja dengan pengubah adalah lebih rumit: arus silih berganti, oleh itu arka yang dikimpal "melompat", radas itu sendiri berat dan besar. Masih banyak bunyi yang menjengkelkan, yang dikeluarkan semasa operasi dan arka dan pengubah itu sendiri. Terdapat satu lagi gangguan: pengubah "menetapkan" rangkaian dengan kuat. Selain itu, lonjakan voltan yang ketara diperhatikan. Keadaan ini tidak begitu menggembirakan jiran, dan peralatan rumah anda mungkin terjejas.
Teknologi kimpalan
Untuk arka elektrik berlaku, dua elemen konduktif dengan cas bertentangan diperlukan. Satu adalah bahagian logam dan satu lagi adalah elektrod.
Apabila elektrod dan logam bersentuhan kekutuban yang berbeza, arka elektrik berlaku. Selepas penampilannya, di tempat di mana ia diarahkan, logam bahagian itu mula cair. Pada masa yang sama, logam rod elektrod cair, dipindahkan dengan arka elektrik ke zon lebur: kolam kimpalan.
Bagaimanakah kolam kimpalan terbentuk? Tanpa memahami proses ini, anda tidak akan memahami cara mengimpal logam dengan betul (Untuk meningkatkan saiz imej klik kanan padanya)
Dalam proses itu, salutan pelindung juga terbakar, sebahagiannya mencair, sebahagiannya menyejat dan melepaskan beberapa gas panas. Gas mengelilingi kolam kimpalan, melindungi logam daripada interaksi dengan oksigen. Komposisi mereka bergantung pada jenis salutan pelindung. Sanga cair juga melapisi logam, membantu mengekalkan suhunya. Untuk mengimpal dengan betul dengan mengimpal, adalah perlu untuk memastikan bahawa sanga meliputi kolam kimpalan.
Kimpalan diperoleh dengan menggerakkan mandi. Dan ia bergerak apabila elektrod bergerak. Ini adalah rahsia keseluruhan kimpalan: anda perlu menggerakkan elektrod pada kelajuan tertentu

Ia juga penting, bergantung pada jenis sambungan yang diperlukan, untuk memilih sudut kecenderungan dan parameter semasa dengan betul.
Apabila logam menyejuk, kerak sanga terbentuk di atasnya - hasil daripada pembakaran gas pelindung. Ia juga melindungi logam daripada sentuhan dengan oksigen yang terkandung di udara. Selepas sejuk, ia dipukul dengan tukul. Dalam kes ini, serpihan panas bertaburan, oleh itu perlindungan mata diperlukan (pakai cermin mata khas).
Anda boleh membaca tentang cara membuat brazier dari belon atau tong di sini. Biasakan diri.
Arahan langkah demi langkah untuk mengimpal dengan penyongsang
Pertama sekali, untuk kimpalan, perlu mempunyai elemen pelindung:
- sarung tangan kain kasar;
- topeng kimpalan dengan penapis khas yang melindungi mata;
- jaket dan seluar kasar yang diperbuat daripada bahan yang tidak menyala daripada percikan api yang muncul semasa kimpalan;
- kasut tertutup dengan tapak tebal.
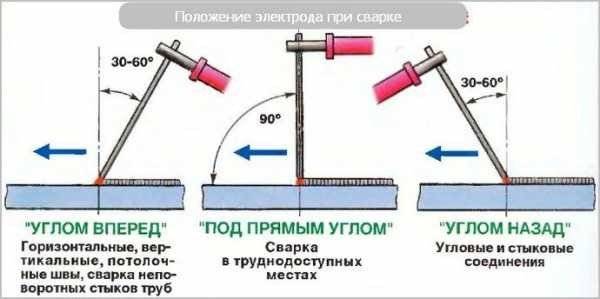
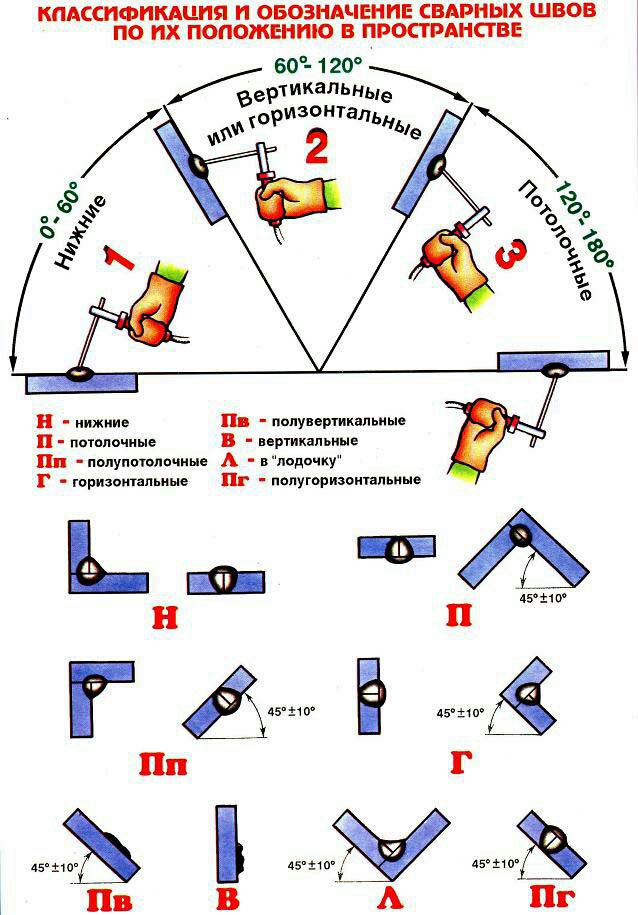
Kedudukan elektrod semasa mengimpal.
Sebelum anda mula mengimpal dengan penyongsang kimpalan, anda mesti mengambil langkah-langkah yang perlu bertujuan untuk mewujudkan keadaan kerja yang selamat.
Penyediaan tempat kerja yang betul adalah:
- menyediakan ruang kosong yang diperlukan di atas meja, semua barang yang tidak perlu harus dikeluarkan, tetapi yang boleh terpercik;
- mencipta pencahayaan berkualiti tinggi;
- adalah perlu untuk menjalankan kerja kimpalan sambil berdiri di atas lantai kayu yang melindungi daripada kejutan elektrik.
Kemudian arus diselaraskan bergantung pada ketebalan bahagian dan elektrod dipilih. Yang terakhir mesti disediakan. Jika mereka hanya dibeli dalam rangkaian pengedaran dan kualitinya tidak diragui, maka tindakan ini boleh dilangkau.
Selepas menyediakan elektrod, terminal jisim disambungkan kepada produk.
Untuk mendapatkan sambungan logam yang berkualiti tinggi dan boleh dipercayai, ia mesti disediakan:
- karat dikeluarkan sepenuhnya dari tepi produk;
- dengan bantuan pelarut, pelbagai bahan cemar dibersihkan;
- pada peringkat terakhir, tepi diperiksa untuk kebersihan, kehadiran gris, kerja cat dan bahan cemar lain tidak boleh diterima.
Seterusnya, anda perlu menyambungkan penyongsang kimpalan. Latihan paling baik dilakukan pada kepingan logam tebal, membentuk jahitan dalam bentuk roller. Buat sambungan pertama pada logam yang terletak secara mendatar di atas meja. Di atasnya, lukis garis lurus dengan kapur di mana jahitan akan pergi.
Litar elektrik penyongsang.
Dalam proses itu, latihan pada objek sedemikian boleh meningkatkan teknik kimpalan dengan ketara.
Proses kimpalan bermula dengan penyalaan arka.
Terdapat dua cara untuk melakukan tindakan ini:
- menggaru pada logam;
- mengetuk logam.
Pilihan kaedah bergantung pada keutamaan orang itu, perkara utama apabila menyalakan adalah tidak meninggalkan kesan kimpalan di luar kawasan sendi.
Selepas penyalaan arka, arka dinyalakan daripada sentuhan dengan logam, pengimpal mengeluarkan elektrod dari permukaan bahagian untuk jarak pendek sepadan dengan panjang arka dan mula mengimpal.
Akibatnya, jahitan kimpalan terbentuk di persimpangan dua bahagian logam. Ia akan ditutup dengan skala - skala di permukaan. Ia mesti dikeluarkan. Ini sangat mudah dilakukan dengan mengetuk dengan tukul kecil pada jahitan.
Alat dan peralatan
Teknik kimpalan arka manual agak mudah dan dilakukan menggunakan peralatan dan elektrod khusus. Anda juga memerlukan alat bantu dan peralatan perlindungan.



Jenis peralatan
Terdapat tiga jenis peranti yang boleh digunakan untuk kimpalan arka do-it-yourself:
- transformer. Prinsip operasi peranti sedemikian adalah berdasarkan arus ulang-alik. Perlu diingatkan bahawa mereka agak berat, mampu menyebabkan perubahan mendadak dalam voltan dalam rangkaian elektrik umum dan sangat bising. Agak sukar untuk membuat jahitan sekata pada pengubah; hanya pengimpal berpengalaman boleh melakukannya. Tetapi jika tukang baru dilatih dalam kimpalan arka dengan menggunakan pengubah, maka akan lebih mudah untuk bekerja dengan peralatan lain;
- penerus. Operasi peranti disediakan oleh diod semikonduktor. Unit jenis ini menukarkan arus ulang alik kepada arus terus. Ini adalah peranti serba boleh. Hampir semua elektrod sesuai untuk mereka dan kimpalan boleh dilakukan pada logam yang berbeza. Berbanding dengan pengubah, proses kimpalan adalah lebih mudah dan kestabilan arka dikekalkan;
- penyongsang. Mereka bekerja hampir senyap. Mudah digunakan kerana kekompakan dan sistem pelarasan automatik.Semasa operasi, peranti menghasilkan arus terus kuasa tinggi dengan menukarkan arus ulang alik.
Di antara semua peranti, penyongsang dianggap yang terbaik. Mereka mencipta arka yang stabil walaupun semasa lonjakan kuasa dan pelbagai fungsi.
Alat dan peralatan
Sebelum mengimpal dengan kimpalan arka elektrik, anda mesti menyediakan peralatan dan alatan pelindung diri terlebih dahulu:
- radas untuk mengimpal dan elektrod kepadanya. Mereka yang baru belajar kemahiran mengimpal harus menyediakan lebih banyak elektrod;
- alat bantu. Teknik kimpalan arka melibatkan penyingkiran sanga yang timbul semasa kimpalan, dan untuk ini anda memerlukan tukul dan berus untuk logam;
- pakaian pelindung. Jangan mula mengimpal tanpa topeng khas, sarung tangan dan pakaian pelindung yang diperbuat daripada bahan padat. Tidak patut mengabaikan cara sedemikian, kerana keselamatan manusia bergantung kepada mereka.
Jika anda bekerja dengan peranti untuk kali pertama dan ingin belajar cara mengimpal dengan betul menggunakan kimpalan arka manual, adalah disyorkan untuk menyediakan elemen logam latihan terlebih dahulu.
Teknologi kimpalan
Sehingga kini, jenis kimpalan arka elektrik berikut diketahui:
-
Kimpalan dengan elektrod yang tidak boleh digunakan.
Batang tungsten (atau grafit) yang digunakan sebagai elektrod tidak cair, tetapi mengekalkan arka elektrik. Logam kimpalan dibekalkan dalam bentuk dawai atau rod. Kimpalan jenis ini juga boleh berfungsi tanpa bahan pengisi, dalam mod besi pematerian.
-
Kimpalan arka terendam.
Elektrod yang mencipta arka elektrik dimasukkan ke dalam lapisan fluks yang meliputi bahagian tersebut.Oleh itu, keadaan dicipta untuk sambungan logam yang ideal, tidak tertakluk kepada pengaruh udara yang merosakkan.
-
Kimpalan arka separa automatik.
Peranan elektrod dilakukan oleh wayar logam yang mana arus elektrik dibekalkan. Apabila ia cair, suapan automatik berlaku (supaya panjang lengkok kekal malar). Pada masa yang sama, gas pelindung, karbon dioksida atau argon, disuntik ke tapak kimpalan. Akibatnya, kualiti kimpalan bertambah baik dengan ketara.
Di rumah, jenis kimpalan ini praktikalnya tidak digunakan. Oleh itu, mari kita beralih kepada pertimbangan jenis kimpalan keempat - kimpalan arka elektrik manual.
Kimpalan arka manual adalah berdasarkan penggunaan elektrod khas dalam salutan
Mesin kimpalan elektrik untuk kimpalan manual dibahagikan kepada dua jenis - AC dan DC. Penggunaan arus ulang alik memungkinkan untuk mereka bentuk peranti berprestasi tinggi dan berkuasa. Kelebihan arus terus, kerana kekurangan pembalikan kekutuban, adalah jahitan yang lebih licin dengan kurang percikan logam.
Pembaikan saluran paip dasar laut
Operasi mesin kimpalan adalah berdasarkan penciptaan arka elektrik pada titik sentuhan antara dua bahagian logam. Suhu tinggi (sehingga 7000o C) mencairkan bahan kepada keadaan cair dan berlaku resapan - bercampur pada tahap molekul.
Perbezaan asas antara kimpalan dan pelekatan adalah ketiadaan bahan tambahan - bahagian yang akan disambung bertukar menjadi struktur monolitik.
Oleh itu, ia mesti difahami dengan jelas bahawa hanya logam homogen boleh digunakan untuk aplikasi kimpalan yang betul. Anda tidak boleh mengimpal aluminium kepada besi atau tembaga kepada keluli tahan karat.Suhu lebur bahan yang berbeza adalah berbeza, dan penciptaan aloi tidak termasuk dalam julat kemungkinan peralatan kimpalan.
Untuk struktur besi kimpalan, terdapat pelbagai mesin yang dikimpal.
-
Transformers. Ia digunakan untuk menukar arus sesalur dengan voltan 220 V kepada arus dengan parameter yang diperlukan untuk mencipta arka elektrik suhu tinggi. Ini berlaku disebabkan oleh penurunan voltan (tidak lebih daripada 70 V) dan peningkatan kekuatan semasa (sehingga beribu-ribu amperes). Hari ini, peranti sedemikian secara beransur-ansur menjadi ketinggalan, kerana ia terlalu besar untuk kegunaan domestik dan menggunakan sejumlah besar elektrik. Di samping itu, operasi pengubah tidak stabil dan memberi kesan negatif kepada keadaan rangkaian secara keseluruhan - apabila dihidupkan, penurunan voltan dibuat, perkakas rumah yang sensitif menderita. Terdapat satu dan tiga fasa.
-
Penerus.
Mereka menukar arus ulang alik rangkaian pengguna kepada arus terus. Prinsip operasi peranti sedemikian adalah berdasarkan penggunaan diod silikon pembetulan, yang juga dipanggil injap. Perbezaan ciri antara mesin kimpalan DC dan mesin kimpalan AC ialah pemanasan kuat elektrod pada kutub positif. Ini memungkinkan untuk mengawal proses kimpalan: untuk menjalankan "kimpalan lembut", dengan memanipulasi tetapan, menjimatkan elektrod dengan ketara apabila memotong logam.
-
Penyongsang.
Untuk masa yang agak lama (sehingga 2000) mereka tidak tersedia untuk kegunaan meluas dalam kehidupan seharian kerana kosnya yang tinggi. Tetapi kemudian mereka mendapat populariti yang hebat. Prinsip operasi penyongsang adalah untuk menukar arus ulang alik sesalur menjadi arus terus, dan sekali lagi menjadi arus ulang alik, tetapi sudah berfrekuensi tinggi.Perbezaan antara skim ini dan kimpalan transformer ialah arka yang diperoleh daripada arus terus yang ditukar adalah lebih stabil.
Kelebihan utama kimpalan penyongsang ialah peningkatan dalam dinamik arka elektrik, serta pengurangan ketara dalam berat dan dimensi pemasangan (berbanding dengan transformer langsung). Di samping itu, ia menjadi mungkin untuk menyesuaikan arus keluaran dengan lancar, yang meningkatkan kecekapan unit dengan ketara dan memastikan kemudahan penyalaan arka semasa operasi.
Tetapi terdapat juga kelemahan:
- sekatan sementara dalam penggunaan, yang dikaitkan dengan pemanasan litar penukaran elektronik;
- penciptaan "bunyi" elektromagnet, gangguan frekuensi tinggi;
- pengaruh negatif kelembapan udara, yang membawa kepada pembentukan kondensat di dalam peranti.




artikel yang bagus untuk pengimpal sangat menyukai banyak perkara berguna yang dikatakan.