
- Bagaimana untuk memotong benang luaran. Memotong benang pada paip dan kelengkapan. mati. Klupp
- Benang dengan die bulat (lerk).
- Klupp untuk threading.
- Teknologi pemotongan benang.
- Penyejukan dan pelinciran untuk benang.
- Papan skru.
- Memotong benang pada paip dan kelengkapan.
- Klupp untuk memotong benang pada paip.
- Kami membuat ukiran dengan tangan kami sendiri
- Latihan
- Memotong benang luar dengan skru
- Mati memotong benang
- Memotong benang dalaman
- Kaedah 2. Benang manual
- Tugasan benang dan alatan yang digunakan
- Peringkat persediaan
- Memotong benang dengan die
- Bekerja dengan klupp
- Keadaan untuk kemunculan benang yang rosak
- Saya memotong benang pada paip dengan lerka, atau pengapit skru.
- Apa itu klupp?
- Kami membuat ukiran dengan tangan kami sendiri
- Latihan
- Memotong benang luar dengan skru
- Mati memotong benang
- Memotong benang dalaman
- Gambaran keseluruhan alat benang
- Peralatan industri dan mesin benang
- Kaedah Manual
- Alat yang digunakan untuk menjalin benang
- Memotong benang dengan tangan
Bagaimana untuk memotong benang luar. Memotong benang pada paip dan kelengkapan. mati. Klupp
Bagaimana untuk memotong benang luar. Memotong benang pada paip dan kelengkapan. mati. Klupp. 4.46/5 (89.23%) kehilangan 13
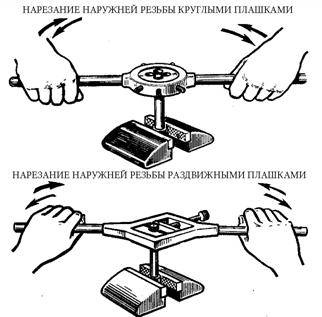
Benang luar dipotong menggunakan acuan bulat atau gelongsor, serta papan skru.Pemotongan benang boleh dilakukan pada mesin dan secara manual.
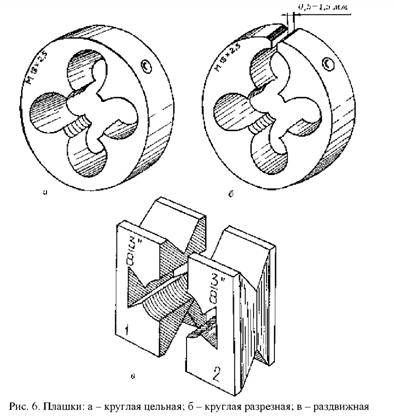
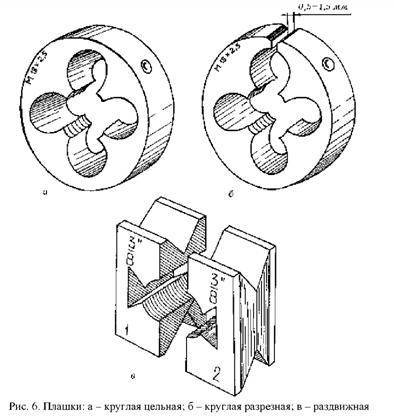
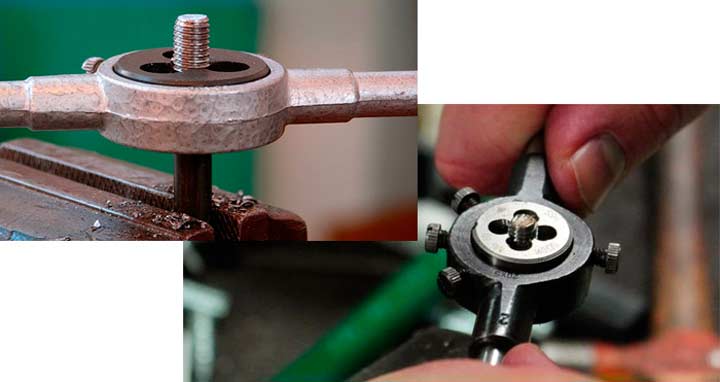
Benang dengan die bulat (lerk).
Mati bulat (lehrs) ialah cakera dengan lubang yang dipotong. Untuk mengeluarkan serpihan dan membentuk bulu dengan tepi pemotong (Gamb. 1), beberapa lubang cip dibuat di dalam dadu. Dies (lehrs) dimasukkan ke dalam pemegang lerko dan diapit dengan skru (Gamb. 2).
nasi. 1. Die potong bulat (lerka).
nasi. 2. Pemegang Lerko:
1 - bingkai; 2 - pemegang; 3 - skru pengapit.
Diameter batang potong diambil kurang sedikit daripada diameter luar benang dan digergaji ke bawah berbentuk kon untuk masuk ke lehr. Pilihan rod untuk memotong benang metrik atau inci diberikan dalam Jadual. satu:
Jadual 1. Diameter aci untuk bolt berulir.
| Benang metrik | Benang inci | ||
| Diameter luar dalam mm | Diameter batang dalam mm | Diameter luar dalam inci | Diameter batang dalam mm |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Die gelongsor (Rajah 3, a) terdiri daripada dua bahagian prismatik dengan lubang yang dipotong. Alur dibuat di bahagian tengah lubang die, yang membentuk tepi pemotongan.
nasi. 3. Mati gelongsor dan keropok:
pinggan; b - keropok.
Klupp untuk threading.
Untuk mengikat acuan, pengapit skru dengan bingkai segi empat tepat atau serong digunakan (Rajah 4). Tonjolan prismatik klupp memasuki alur dadu, dan dari sisi dadu ditekan dengan bolt.
nasi. 4. Klupp (serong)
1 - bingkai; 2 - pemegang; 3 - skru pengapit.
Untuk mengelakkan tekanan langsung bolt pada dadu, apa yang dipanggil keropok dipasang di antara dadu dan bolt (lihat Rajah 3, b), yang mempunyai bentuk dadu.
Teknologi pemotongan benang.
Memotong dengan dies prismatik agak berbeza daripada memotong dengan lerks.Apabila memotong dengan dadu, batang tidak digergaji menjadi kon, tetapi dadu dialihkan.
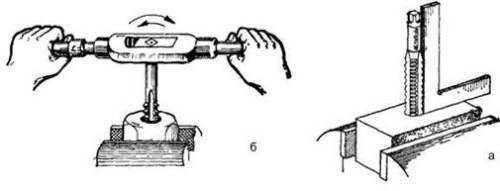
Kemudian mereka diapit pada batang, yang hujungnya mesti bertepatan dengan satah atas dies. Dengan memusingkan dadu ke kanan dan sedikit ke kiri, penyulingan dilakukan.
Kedudukan lerkoderzhatel dan klupp ditetapkan dengan ketat berserenjang dengan batang potong, jika tidak, benang akan menjadi serong dan berat sebelah.
Penyejukan dan pelinciran untuk benang.
Pada mengetuk dan die mesti dilincirkan. Sebagai pelincir, anda boleh menggunakan emulsi biasa, melarutkan satu bahagian emulsi dalam seratus enam puluh bahagian air. Di samping itu, anda boleh memohon: untuk besi tuang - lemak babi dan minyak tanah; untuk keluli dan loyang, minyak rebus dan biji sesawi dan lemak babi; untuk tembaga merah - lemak babi dan turpentin; untuk aluminium - minyak tanah.
Ia tidak disyorkan untuk menggunakan minyak mesin dan mineral semasa memotong benang, kerana ia, dengan meningkatkan rintangan pemotongan, tidak memberikan lubang bersih dan membawa kepada haus cepat paip dan mati.
Papan skru.
Untuk memotong benang pada skru dengan diameter sehingga 6 mm, papan skru digunakan. Pada papan skru terdapat beberapa lubang potong diameter yang berbeza dengan alur cip, dua untuk setiap lubang.
Benang dengan die dilakukan dengan cara yang sama seperti mengetuk. Batang diikat dengan kuat dalam ragum, dilincirkan dengan minyak, dan kemudian dadu dengan die diletakkan pada rod, diapit dengan skru dan diputar pusingan penuh ke satu arah dan separuh pusingan ke arah yang lain. Jika rod lebih tebal daripada yang diperlukan, ia mesti difailkan.
Benang bolt diukur dengan tolok benang anulus atau tolok benang.
Memotong benang pada paip dan kelengkapan.
Paip dan kelengkapan (bahagian penyambung untuk paip) dipotong dengan alat khas menggunakan lekapan.
Klupp untuk memotong benang pada paip.
Pada paip, benang dipotong dengan benang skru khas (Rajah 5). Pemotong die untuk memotong paip mengikut peranti berbeza daripada pemotong die biasa. Empat sikat keluli memasuki slot pemegangnya.










Dengan memutarkan pemegang atas, ia boleh disatukan atau dialihkan. Oleh itu, paip pelbagai diameter boleh dipotong dengan satu die. Selain itu, klupp mempunyai panduan yang dikawal oleh pemegang bawah.
Panduan memastikan kedudukan acuan yang betul pada paip semasa memotong.
nasi. 5. Klupp untuk memotong paip.
Paip semasa pemotongan dipasang dengan pengapit paip khas. Pengapit terdiri daripada bingkai di mana keropok dengan potongan untuk paip pelbagai diameter diletakkan.
Kami membuat ukiran dengan tangan kami sendiri
Latihan
Sebelum anda memotong benang pada paip dengan tangan anda sendiri, anda perlu melakukan beberapa kerja persediaan:
- potong sekeping paip mengikut saiz yang dikehendaki. Jika mana-mana bahagian saluran paip sedang diganti, maka ia dikehendaki memotong paip yang telah menjadi tidak boleh digunakan dengan berhati-hati;
Potongan paip mestilah berserenjang dengan dindingnya. Jika tidak, sambungan berulir tidak akan boleh dipercayai.
- bahagian paip di mana benang akan dipotong dibersihkan daripada cat, karat, dan sebagainya. Semua deposit luar mengganggu kerja;
- chamfer dikeluarkan dari hujung paip untuk memudahkan kerja dadu.

Peringkat awal threading
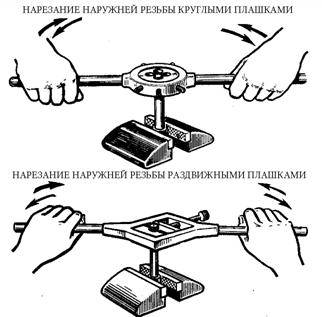
Memotong benang luar dengan skru
Menggulung paip dengan benang skru dilakukan seperti berikut:
- palam skru dengan diameter yang sesuai dipilih. Untuk pemilihan peralatan yang betul, caliper digunakan;
- permukaan dalam acuan dan bahagian paip yang disediakan dirawat dengan minyak enjin;
- palam skru dimasukkan ke dalam tiub logam, yang memudahkan kerja memutarnya. Pemegang disertakan dalam kit benang paip;
- jika pemasangan awal saluran paip berlaku, maka paip itu dipasang dalam naib. Jika anda perlu memotong benang pada paip air semasa pembinaan semula paip air atau sistem kejuruteraan lain, anda boleh memotongnya terus pada paip yang dipasang;
- Klupp dipasang pada paip yang disediakan dan putarannya bermula, iaitu proses threading.
Selepas membuat beberapa pusingan di sekeliling paip, palam skru perlu diambil ke arah yang bertentangan dengan kira-kira 90º. Ini akan mengalih keluar cip yang dialih keluar daripada benang masa hadapan.

Membuat benang dengan benang skru
Selepas pemotongan selesai, minyak mesti dikeluarkan sepenuhnya.
Anda boleh melihat dengan jelas proses penyulingan dengan benang skru dalam video.
Mati memotong benang
Dae untuk paip berbenang boleh:
- bentuk bulat. Untuk paip berbenang pelbagai diameter, dadu bersaiz berbeza digunakan;
- gelongsor. Penggunaan dadu sedemikian membantu dalam memasang paip dengan pelbagai diameter. Pemegang khas digunakan untuk acuan gelongsor.
Pelbagai mati benang
Mati untuk memotong benang pada paip digunakan lebih kerap, kerana ia mempunyai kos yang lebih rendah.
Sebelum memotong benang pada paip dengan die (lerka), anda perlu menyediakan paip dengan cara yang diterangkan di atas. Kemudian anda boleh menjalankan prosedur itu sendiri mengikut skema berikut:
- menggunakan caliper, pilih dadu diameter yang diperlukan;
- pelincir bahagian dalam lerka dan permukaan paip dengan sebarang bahan yang tersedia;
- betulkan plat dalam pemegang khas. Playar penoreh paip mesti dipasang dengan kukuh di dalam pemegang. Jika tidak, benang akan menjadi tidak sekata, yang akan menyebabkan pembentukan kebocoran di persimpangan;
- pemegang dadu berputar ke arah yang dikehendaki. Selepas beberapa pusingan, adalah perlu, seperti dalam kes sebelumnya, untuk menghilangkan cip terkumpul. Untuk melakukan ini, alat diputar sedikit ke arah yang bertentangan;
- selepas benang, paip dan alat yang digunakan dibersihkan daripada gris.
Pada peringkat awal, die roughing digunakan, yang dengan jelas memotong paip, tetapi tidak memberikan ketepatan benang yang hebat. Potongan terakhir dibuat dengan cetakan penamat.
Menjahit dengan lerok
Memotong benang dalaman
Untuk membuat benang dalaman, anda memerlukan:
- sediakan lubang. Ia mestilah bersih dan bebas daripada sebarang salutan atau deposit asing. Lubang itu dilincirkan;
- pilih paip mengikut diameter;
- pasang paip di dalam lubang, sambil mengekalkan menegak peralatan pemotongan. Mula memusingkan paip mengikut arah jam.
Prosedur untuk memasang benang di dalam paip
Untuk menggunakan benang dalaman, dua paip diperlukan: kasar dan kemasan. Ketuk kasar mengeluarkan kira-kira 70% daripada cip, manakala paip penamat mengeluarkan baki 30%.










Anda boleh membuat benang pada paip logam dengan tangan anda sendiri. Ini memerlukan pembelian alat khas dan sedikit masa. Menjalankan kerja tersedia bukan sahaja untuk profesional, tetapi juga untuk pengguna biasa.
Kaedah 2. Benang manual
Tugasan benang dan alatan yang digunakan
Sebelum meneruskan secara khusus kepada proses kerja, anda harus memutuskan untuk apa, pada umumnya, anda memerlukan benang.
Hakikatnya ialah hanya melalui jenis sambungan yang disambungkan:
- bahagian plastik dengan besi;
- injap tutup dan butiran lain yang serupa;
- lekapan paip.
Pada masa ini digunakan untuk memotong:
- mati khas (lerka);
- klupp (atau kerana ia juga dipanggil kelab untuk memotong benang paip).
Dengan menggunakan alat ini adalah mungkin untuk menjalankan penyambungan produk dari sebarang diameter dan tujuan.
Peringkat persediaan
Setelah memperoleh alat pilihan anda untuk memotong benang pada paip, kami meneruskan pelaksanaan kerja.
Pertama, pergi untuk menyediakan bahan kerja dengan betul:
- paip dibersihkan daripada kesan kakisan, sisa salutan sedia ada, habuk dan kotoran sehingga kilauan besi ciri muncul;
- chamfer dikeluarkan dari hujung bahan kerja dengan fail;
- titik pemotongan dilincirkan dengan sempurna untuk memudahkan kerja alat pemotong.
Jika anda menggunakan acuan, anda disyorkan untuk berlatih pada saluran paip usang sebelum memulakan kerja. Sambungan berulir yang dibuat dengan salah tidak akan membenarkan anda menyambungkan butiran yang diperlukan dengan betul.
Di samping itu, tidak disyorkan untuk menjimatkan wang semasa membeli alat. Die berkualiti rendah atau pengapit paip boleh merosakkan keseluruhan saluran paip.
Memotong benang dengan die
Apabila anda menggunakan acuan untuk membuat sambungan, susunan kerja adalah seperti berikut:
- Paip itu diapit dalam naib atau sebaliknya sesuai. Ia adalah perlu bahawa semasa kerja bahan kerja benar-benar tidak bergerak dan dipasang dengan selamat.
- Die dengan diameter yang diperlukan dipasang dalam pemegang khas dan dipasang di sana dengan menggunakan skru yang sesuai.
- Pelinciran digunakan pada cetakan dan tiub untuk memudahkan kerja dan melindungi alatan daripada kerosakan.
- Selepas itu, letakkan alat dengan teliti pada hujung bahan kerja dan, pusingkannya mengikut arah jam, potong pusingan pertama.
- Jangan lupa bahawa acuan mesti diletakkan berserenjang dengan bahan kerja.
- Setelah membuat sambungan dengan panjang yang dikehendaki, buka skru alat dan jalankannya melalui sambungan semula.
Bekerja dengan klupp
Peranti ini membolehkan anda memotong benang dengan mudah, lebih-lebih lagi, kepada tukang yang tidak berpengalaman. Ia adalah acuan yang sama, tetapi juga dilengkapi dengan ratchet panduan dan peranti. Lebih kerap dijual dalam satu set dengan lerk dengan saiz yang berbeza.
Kerjanya adalah seperti berikut:
- Klupp saiz yang dikehendaki dipasang di ratchet dan tetap.
- Pelincir digunakan pada alat dan hujung paip.
- Panduan diletakkan di hujung paip. Ini memastikan bahawa alat pemotong akan diletakkan berserenjang dengan ketat.
- Untuk memotong, putar ratchet.
- Semasa kerja, perlu juga melincirkan bahagian bahan kerja yang diperlukan.
Keadaan untuk kemunculan benang yang rosak
Sekiranya keperluan di atas tidak dipenuhi, benang mungkin rosak, yang tidak akan membenarkan sambungan injap atau kelengkapan penutup yang betul dan hermetik untuk paip pembetung.
Lebih kerap keadaan perkahwinan adalah:
- alat yang dipilih secara tidak betul - mati dan diameter paip, lejang sambungan atau penampilannya tidak sepadan antara satu sama lain;
- dies atau dies berkualiti rendah - jika bahagian pemotong rosak atau tumpul, sambungan yang berkualiti tidak akan dapat dibuat;
- jumlah pelincir yang tidak mencukupi;
- penggunaan dies tanpa pengalaman kerja yang berkaitan.
Saya memotong benang pada paip dengan lerka, atau pengapit skru.
Untuk memotong benang pada paip dengan diameter 15 (ia juga 1/2″, ia juga setengah inci), saya biasanya menggunakan lerk dalam pemegang, yang saya letakkan pada potongan paip yang disediakan, pada sisi yang mempunyai tepi, kerana panjangnya ia bertindak sebagai panduan, yang penting untuk cangkuk seragam dengan lerkoy. Saya perlahan-lahan menekan hujungnya dengan tangan saya dan memutarkannya melepasi tepi dengan sepana boleh laras, mengikut arah jam. Ia tidak selalu mungkin untuk menggunakan bahagian panduan, ini berlaku kerana fakta bahawa pemotongan paip atas sebab tertentu dibuat sangat dekat dengan ikatan ke dalam riser, kemudian anda membuat entri dari sisi lerka
Dalam kes ini, anda perlu lebih berhati-hati, pastikan pemegangnya berserenjang dengan paksi paip, jika tidak, benang mungkin bengkok dan pusingan keempat akan menolak paip melalui. Sebenarnya, jika chamfer telah dikeluarkan sama rata pada keseluruhan diameter, maka kemasukan akan berjalan lancar, masing-masing, dan keseluruhan benang
Tidak selalu mungkin untuk menggunakan sisi panduan, ini disebabkan oleh fakta bahawa atas sebab tertentu pemotongan paip dibuat sangat dekat dengan ikatan ke dalam riser, kemudian anda membuat entri dari sisi lerka . Dalam kes ini, anda perlu lebih berhati-hati, pastikan pemegangnya berserenjang dengan paksi paip, jika tidak, benang mungkin bengkok dan pusingan keempat akan menolak paip melalui. Sebenarnya, jika chamfer telah dikeluarkan sama rata pada keseluruhan diameter, maka kemasukan akan berjalan lancar, masing-masing, dan keseluruhan benang.
Anda juga boleh memotong benang dengan skru, tetapi biasanya paip diameter ini digunakan untuk pendawaian, dan tidak mungkin menggunakan sepana kerana kehebatannya.
Segala-galanya untuk benang paip.
Pada paip dengan diameter 20 (ia adalah 3/4″, ia juga tiga suku inci), saya memotong benang dengan pengapit skru, walaupun sekiranya saya juga mempunyai tiga suku lehr dalam pemegang lerko. Atas sebab yang sama seperti dalam perenggan di atas.
Dan paip dengan diameter 25 (ia adalah 1 ″, ia adalah satu inci) dan diameter 32 (ia adalah 1 1/4 ″, ia adalah satu inci dan suku), saya memotongnya hanya dengan penutup skru dengan ratchet. Ini disebabkan semata-mata oleh kerumitan kerja ini. Menggunakan klupps, prosesnya lebih dipermudahkan, dipermudahkan dan dipercepatkan.
Dalam foto, sebagai tambahan kepada lerki dan kluppov dengan engkol, saya membayangkan bahawa saya menggunakan untuk ketat sambungan berulir, iaitu, sealant sejagat, sanitari dan rami sanitari. Selepas saya memotong benang, saya menggunakan sealant di atasnya, cuba mengagihkannya secara merata ke semua lilitan, dan selepas itu saya menggulung rami, saya memberitahu (dan menunjukkan) ini secara terperinci dalam artikel lain, saya akan meninggalkan pautan di bawah.
Sambungan bukan sahaja berulir.
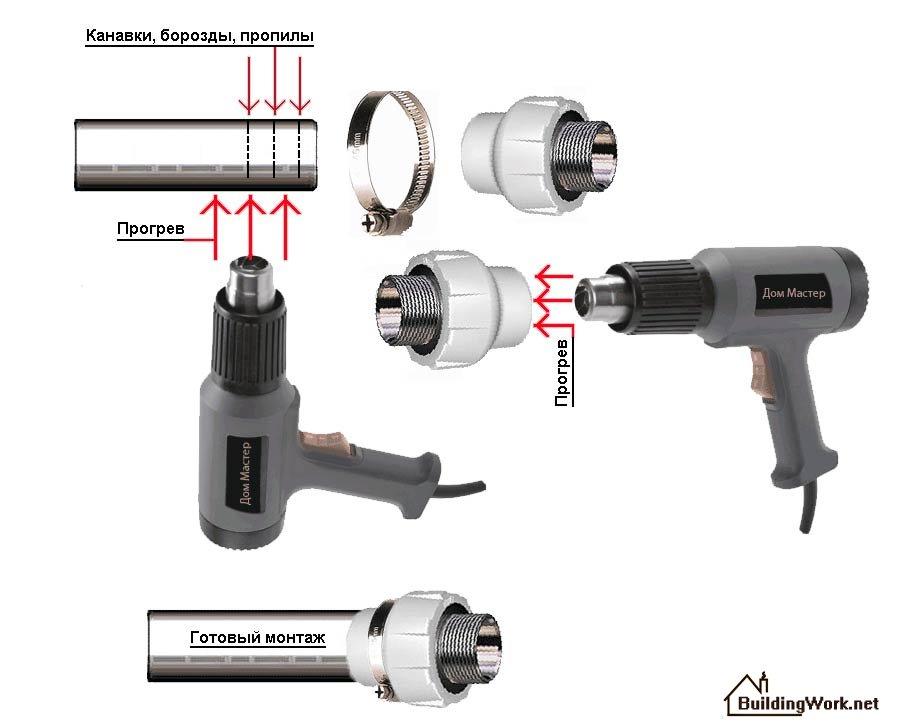
Dalam profesion saya, saya perlu menggabungkan polipropilena dengan besi tuang semasa memasang pembetung.
Pada asasnya, sambungan ini dilakukan dengan menggunakan manset getah peralihan, yang, apabila disapu dengan sealant, dimasukkan ke dalam soket paip besi tuang atau pemasangan, dan sudah ke dalamnya anda memasukkan paip pemasangan atau polipropilena yang disapu dengan sealant. . Disebabkan ini, sambungan dimeteraikan secara hermetik.










Foto menunjukkan kabel, berbeza dalam ketebalan, ia juga digunakan dalam pemasangan pembetung, dengan tamping ke dalam jurang antara bahan yang diterangkan di atas. Penggunaan kabel adalah mudah kerana ia boleh dibubarkan dan sehelai ketebalan yang diperlukan boleh dipilih. Penggunaannya adalah relevan dalam kes apabila manset penyesuai tidak sesuai dengan saiz, kes sedemikian tidak kerap, tetapi masih berlaku.
Video: klupp - alat untuk mengikat paip:
Mungkin artikel ini berguna kepada anda: Bagaimana untuk mengikat paip. 10 nuansa penting Bagaimana untuk memundurkan benang secara hermetik (video) Betapa mudahnya untuk memotong dengan pengisar
Jika anda mempunyai sebarang soalan atau tambahan, tulis di dalam kotak komen. Itu sahaja untuk hari ini, kejayaan dalam kerja anda, salam Andrey.
Penat mencari maklumat daripada pengamal? Langgan (tatal ke bawah halaman) dan maklumat akan menemui anda dengan sendirinya. Satu klik pada ikon rangkaian sosial ialah ganjaran terbaik untuk kerja saya.
Kongsi dengan rakan dalam talian:
Apa itu klupp?
Die paip boleh dibandingkan dengan die. Ia adalah perkakas satu keping yang membolehkan anda memotong alur yang tepat pada logam dari bentuk yang diingini. Walau bagaimanapun, kekukuhan struktur mewujudkan tekanan yang serius apabila memproses elemen saluran paip diameter besar. Anda boleh menghilangkan tekanan dengan menjadikan badan die kurang tahan lama. Tetapi ini akan mengurangkan kekerasan gigi kacip, dari mana ia akan cepat menjadi kusam. Untuk memanjangkan hayat lerka sebelum mengasah, peralatan dilengkapi dengan mekanisme spring.
Klupp tidak jauh berbeza dengan acuan yang biasa digunakan oleh tukang paip. Ia terdiri daripada badan silinder yang diperbuat daripada logam dengan lubang untuk penyingkiran cip. Di sepanjang perimeter cincin logam terdapat pengapit berasingan untuk memegang peralatan pada paip dengan selamat.Di bahagian dalam, gigi kacip ditetapkan, terletak dalam susunan tertentu.
Kami membuat ukiran dengan tangan kami sendiri
Latihan
Sebelum anda memotong benang pada paip dengan tangan anda sendiri, anda perlu melakukan beberapa kerja persediaan:
- potong sekeping paip mengikut saiz yang dikehendaki. Jika mana-mana bahagian saluran paip sedang diganti, maka ia dikehendaki memotong paip yang telah menjadi tidak boleh digunakan dengan berhati-hati;
Potongan paip mestilah berserenjang dengan dindingnya. Jika tidak, sambungan berulir tidak akan boleh dipercayai.
- bahagian paip di mana benang akan dipotong dibersihkan daripada cat, karat, dan sebagainya. Semua deposit luar mengganggu kerja;
- chamfer dikeluarkan dari hujung paip untuk memudahkan kerja dadu.

Peringkat awal threading
Memotong benang luar dengan skru
Menggulung paip dengan benang skru dilakukan seperti berikut:
- palam skru dengan diameter yang sesuai dipilih. Untuk pemilihan peralatan yang betul, caliper digunakan;
- permukaan dalam acuan dan bahagian paip yang disediakan dirawat dengan minyak enjin;
- palam skru dimasukkan ke dalam tiub logam, yang memudahkan kerja memutarnya. Pemegang disertakan dalam kit benang paip;
- jika pemasangan awal saluran paip berlaku, maka paip itu dipasang dalam naib. Jika anda perlu memotong benang pada paip air semasa pembinaan semula paip air atau sistem kejuruteraan lain, anda boleh memotongnya terus pada paip yang dipasang;
- Klupp dipasang pada paip yang disediakan dan putarannya bermula, iaitu proses threading.
Selepas membuat beberapa pusingan di sekeliling paip, palam skru perlu diambil ke arah yang bertentangan dengan kira-kira 90º. Ini akan mengalih keluar cip yang dialih keluar daripada benang masa hadapan.

Membuat benang dengan benang skru
Selepas pemotongan selesai, minyak mesti dikeluarkan sepenuhnya.
Anda boleh melihat dengan jelas proses penyulingan dengan benang skru dalam video.
Mati memotong benang
Dae untuk paip berbenang boleh:
- bentuk bulat. Untuk paip berbenang pelbagai diameter, dadu bersaiz berbeza digunakan;
- gelongsor. Penggunaan dadu sedemikian membantu dalam memasang paip dengan pelbagai diameter. Pemegang khas digunakan untuk acuan gelongsor.
Pelbagai mati benang
Mati untuk memotong benang pada paip digunakan lebih kerap, kerana ia mempunyai kos yang lebih rendah.
Sebelum memotong benang pada paip dengan die (lerka), anda perlu menyediakan paip dengan cara yang diterangkan di atas. Kemudian anda boleh menjalankan prosedur itu sendiri mengikut skema berikut:
- menggunakan caliper, pilih dadu diameter yang diperlukan;
- pelincir bahagian dalam lerka dan permukaan paip dengan sebarang bahan yang tersedia;
- betulkan plat dalam pemegang khas. Playar penoreh paip mesti dipasang dengan kukuh di dalam pemegang. Jika tidak, benang akan menjadi tidak sekata, yang akan menyebabkan pembentukan kebocoran di persimpangan;
- pemegang dadu berputar ke arah yang dikehendaki. Selepas beberapa pusingan, adalah perlu, seperti dalam kes sebelumnya, untuk menghilangkan cip terkumpul. Untuk melakukan ini, alat diputar sedikit ke arah yang bertentangan;
- selepas benang, paip dan alat yang digunakan dibersihkan daripada gris.
Pada peringkat awal, die roughing digunakan, yang dengan jelas memotong paip, tetapi tidak memberikan ketepatan benang yang hebat. Potongan terakhir dibuat dengan cetakan penamat.








Menjahit dengan lerok
Memotong benang dalaman
Untuk membuat benang dalaman, anda memerlukan:
- sediakan lubang. Ia mestilah bersih dan bebas daripada sebarang salutan atau deposit asing. Lubang itu dilincirkan;
- pilih paip mengikut diameter;
- pasang paip di dalam lubang, sambil mengekalkan menegak peralatan pemotongan. Mula memusingkan paip mengikut arah jam.
Prosedur untuk memasang benang di dalam paip
Untuk menggunakan benang dalaman, dua paip diperlukan: kasar dan kemasan. Ketuk kasar mengeluarkan kira-kira 70% daripada cip, manakala paip penamat mengeluarkan baki 30%.
Anda boleh membuat benang pada paip logam dengan tangan anda sendiri. Ini memerlukan pembelian alat khas dan sedikit masa. Menjalankan kerja tersedia bukan sahaja untuk profesional, tetapi juga untuk pengguna biasa.
Gambaran keseluruhan alat benang
Threading pada paip adalah mungkin di rumah dan di kilang. Teknik yang diperlukan:
- sikat berulir atau plat dengan beberapa pemotong tetap;
- mati, kepala, paip dan alatan berdasarkannya;
- mati rata dan bulat dengan pemegang;
- penggilingan industri kuda-kuda;
- mengisar dengan alat kilang yang kasar.
 Sisir untuk benang
Sisir untuk benang
Peralatan industri dan mesin benang
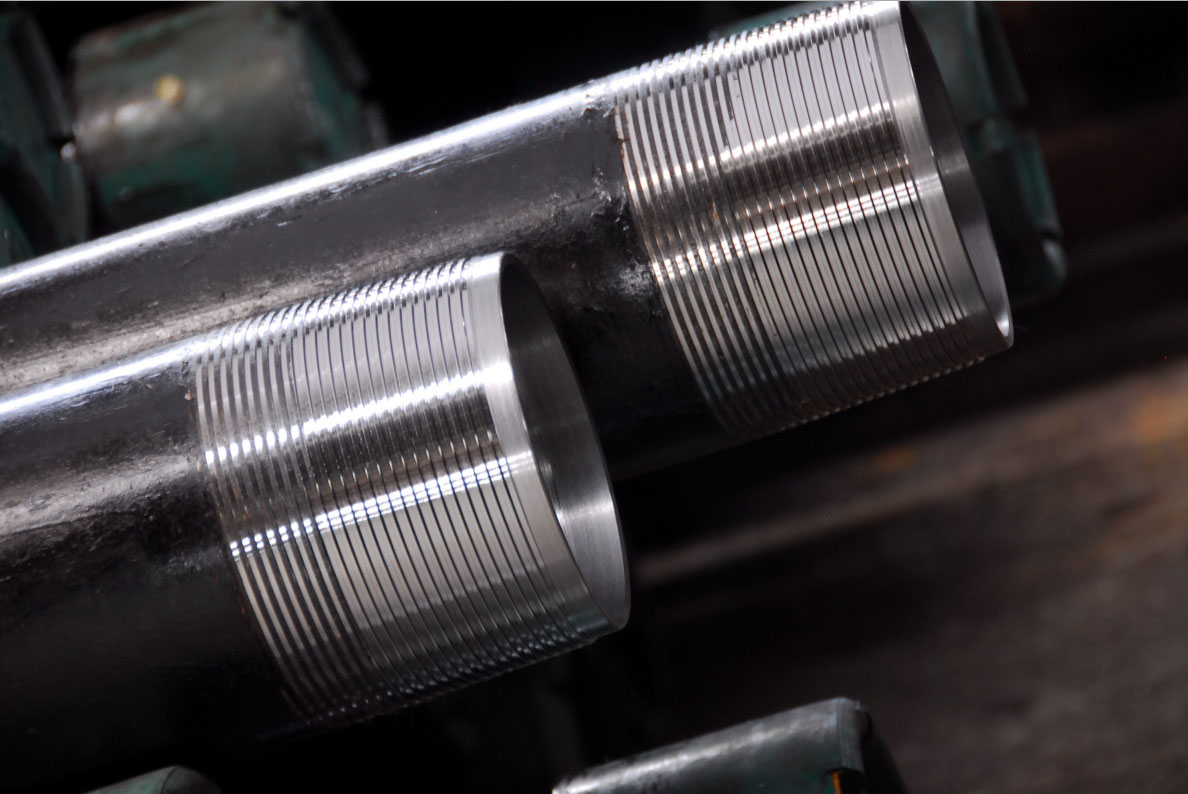
Kaedah utama pengeluaran perindustrian paip berulir adalah knurling dengan kepala tiga rol. Alat untuk memasang paip ini memberikan permukaan alur yang ideal, kerana serpihan kekasaran tidak dikeluarkan semasa pemprosesan hujung paip. Hujung paip, diapit ketat dalam naib, digulung di antara kepala beralun dalam keadaan sejuk atau panas, dan ia meninggalkan kesan pada permukaan logam.Benang ini menyediakan gabungan ideal nod yang saling berkaitan: peranan pengedap dalam sambungan sedemikian adalah minimum. Alat penyulingan manual untuk paip dengan kualiti ini tidak dapat disediakan.
 pemotong benang
pemotong benang
Kurang biasa, tetapi digunakan dalam bengkel dan perusahaan swasta, adalah pengilangan, di mana alur benang dibuat dengan sikat khas yang diapit dalam ragum mesin, dan pengisaran. Dengan yang kedua, paip yang saling berputar dan roda pengisar membentuk alur lingkaran yang licin. Seperti dalam kes gulungan benang, ketepatan dan keseragaman padang, yang merupakan salah satu kriteria terpenting untuk kualiti kerja, hanya boleh dipastikan oleh mekanisme yang ditentukur secara profesional.
Kaedah Manual
Cara paling popular untuk mencipta benang adalah berdasarkan acuan bulat yang diperbuat daripada keluli berkekuatan tinggi dengan pemotong di sepanjang pinggir dalam. Untuk mengurangkan usaha tuan dan lebih tepat mengawal proses kerja, blok pemotongan dimasukkan ke dalam pemegang atau mati. Peranti ini kedua-duanya memudahkan proses dan mengurangkan kos pembelian alat: kit induk termasuk satu, kurang kerap dua, pemegang cetakan di mana pemotong yang diperlukan dimasukkan.
Membenang paip dengan pemotong mati memberikan ketepatan yang lebih besar daripada kaedah sikat: sudut alur heliks lebih mudah dikawal. Walaupun apabila menggunakan benang panjang, anda tidak perlu mengambil langkah, iaitu, risiko mengetuk keseragaman adalah minimum.
Tetapkan dengan palam skru diameter berbeza
Alur keluar cip disediakan pada cetakan atau lerk: ini memungkinkan untuk memasang benang pada paip tembaga atau keluli dalam satu laluan.Sarjana yang berpengalaman dinasihatkan agar tidak terpengaruh dengan godaan sedemikian dan mempunyai die dengan diameter yang sama dalam stok untuk kerja kasar. Jadi alat utama akan membosankan dengan lebih perlahan.
Alat tangan untuk memotong benang pada paip tidak direka untuk jumlah kerja industri.
Alat yang digunakan untuk menjalin benang
Sebelum memulakan kerja, perlu menyediakan alat untuk memotong benang pada paip, yang termasuk peranti berikut:
- pita pengukur, pensel dan angkup. Pemasangan saluran paip berlaku mengikut skema yang disediakan sebelum ini. Pada peringkat pertama, perlu menyediakan paip dengan panjang tertentu yang ditunjukkan dalam rajah. Untuk menandakan, pita pengukur dan pensel digunakan. Angkup digunakan untuk mengukur diameter paip dan memilih alat yang betul;

Pita pengukur dan angkup untuk mengukur paip
Ia adalah perlu untuk menandakan paip dengan berhati-hati dan tepat. Sebarang ralat dalam pengukuran boleh mengakibatkan pemasangan reka bentuk yang salah, mengakibatkan keperluan untuk mengilang semula saluran paip.
- bahasa Bulgaria. Alat ini digunakan untuk memotong paip mengikut tanda yang digunakan sebelum ini. Daripada pengisar, anda boleh menggunakan gergaji besi;
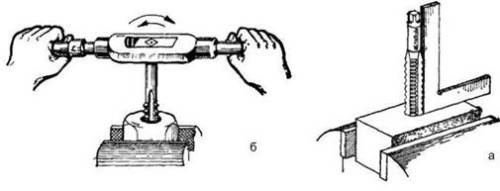
Alat untuk memotong paip logam
- ragum. Threading pada paip mesti dilakukan dengan jelas secara mendatar. Untuk melakukan ini, bahagian paip mesti dipasang dengan selamat;
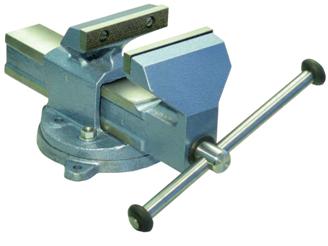
Peranti untuk memasang paip dalam kedudukan tertentu
- minyak enjin dan sebarang pelincir lain. Menggulung paip dengan tangan akan menjadi lebih mudah jika alat dan hujung paip dilincirkan dengan cara khas;
- cermin mata untuk perlindungan mata. Sebarang kerja mesti dijalankan dengan mematuhi semua peraturan keselamatan.Apabila memotong benang, cip logam boleh masuk ke mata dan menyebabkan kerosakan teruk kepada mereka, jadi perlindungan dalam bentuk cermin mata diperlukan;
- alat untuk memotong benang pada paip. Ia boleh menjadi salah satu daripada tiga pilihan:

Set pemotong mati untuk memotong benang pelbagai saiz

Die set dan die holder

Alat untuk memotong benang dalaman
Pemilihan alat hendaklah berdasarkan jenis benang dan keutamaan tukang. Untuk menggunakan benang luar, acuan digunakan yang dipasang pada pemegang skru atau acuan. Untuk menggunakan benang dalaman, paip digunakan.








Memotong benang dengan tangan
Semua kerja dilakukan dengan die atau lerka. Ini adalah konsep yang sama dan sinonim. Bergantung pada reka bentuk, mereka boleh:
- Boleh laras atau gelongsor. Biasanya mereka mempunyai beberapa gigi kacip, jarak antaranya boleh diubah. Mereka amat berguna dalam kes di mana profil paip tidak sekata disebabkan oleh ubah bentuk atau kecacatan pembuatan, tetapi anda masih perlu memotong benang. Selalunya mereka dipasang di klupps, yang memberikan mereka penetapan yang baik. Dengan bantuan produk sedemikian, benang boleh dipotong dalam beberapa pas, yang meningkatkan ketepatan dan kualitinya.
- monolitik. Mereka adalah silinder kecil dengan lubang di tengah. Alat sedemikian diapit dalam pemegang die khas. Biasanya dipasang dengan satu atau lebih bolt. Dengan alat ini, pemotongan dibuat dalam satu laluan.
- Kon. Direka untuk memotong benang yang sepadan yang dinyatakan di atas.
Penghujungnya sejajar
Lerka dipilih bergantung pada diameter paip yang sedang diproses, serta pada arah benang yang sepatutnya - kanan atau kiri. Semua sebutan digunakan pada pembungkusan atau terus pada instrumen itu sendiri. Seluruh proses akan bermuara kepada langkah-langkah berikut:
Bahan kerja ditetapkan. Jika ia tidak tetap dalam mana-mana sistem, maka ia diapit dalam ragum. Dalam kes apabila pemotongan akan dilakukan pada paip air atau paip pemanasan, adalah perlu untuk membuat lapisan untuk melumpuhkannya.
Hujung bahagian paip yang disediakan dilincirkan dengan minyak mesin atau gris. Jika komponen ini tidak tersedia, maka anda boleh menggunakan apa yang ada - walaupun lemak babi.
Permukaan pemotong alat juga tertakluk kepada pelinciran.
Pemegang dadu dengan pemegang dibawa ke hujung paip. Ini mesti dilakukan tepat pada sudut yang betul. Lebih mudah untuk melakukan ini dengan pemegang plat panduan.
Pada masa yang sama, adalah perlu untuk memutarkan alat threading dan tekan pada muncung. Klac mesti berlaku
Oleh itu, adalah penting untuk memotong 2 pusingan pertama.
Jika anda tidak menggunakan pemegang die panduan, anda perlu sentiasa memastikan sudutnya kekal 90°. Jika anda tidak mematuhi keperluan ini, maka mungkin terdapat herotan
Ini mengancam bahawa benang akan patah, alat akan rosak, atau langkah yang diperlukan tidak akan dipatuhi.
Jangan potong secara berterusan. Dalam proses itu, cip logam akan terbentuk. Untuk mengeluarkannya, perlu membuat satu pusingan ke arah perjalanan dan separuh pusingan ke belakang. Melalui ini, sisa yang terkumpul akan dibuang.
Di sepanjang jalan, anda juga perlu menambah pelinciran.
Selepas selesai, perlu membuka skru lehr dan berjalan semula untuk membuat celak penamat.
Mati pemotongan benang
Set Klupp
Threading dengan bantuan penutup skru berlaku mengikut mekanisme yang sama. Sebagai tambahan kepada segala-galanya, dalam beberapa produk adalah mungkin bukan sahaja untuk mengalihkan gigi kacip, tetapi juga untuk menggunakan mereka. Dalam keadaan ini, adalah mungkin untuk melakukan kedua-dua penamat dan hantaran kasar dengan alat yang sama. Apabila menggunakan unit sedemikian, anda mesti berhati-hati semasa peringkat awal. Ini disebabkan oleh fakta bahawa terima kasih kepada pemegang ratchet, lebih banyak daya boleh digunakan daripada dalam kes pemegang lerk konvensional. Jika pada mulanya anda tidak menetapkan sudut dengan betul, maka anda boleh merosakkan keseluruhan bahan kerja dan tidak menyedarinya. Klupp menyusahkan untuk digunakan dalam kes di mana paip sudah dipasang dan berdekatan dengan dinding. Ia sama ada perlu dibengkokkan dengan baji atau sebahagian daripada plaster hendaklah dilubangkan supaya muncungnya sesuai dengan baik dan tidak bergerak.





